适用范围
煤焦化、煤气化、有色冶金、稀土、电池等行业废水
基本原理
基于氨与水分子相对挥发度的差异,通过氨-水的气液平衡、金属-氨的络合-解络合反应平衡、金属氢氧化物的沉淀溶解平衡的热力学计算,在汽提精馏脱氨塔内通过数十次气液平衡将氨氮以分子氨的形式从水中分离,然后以氨水或液氨的形式从塔顶排出,并被冷凝器冷却到常温成为高纯氨水进行回收;在塔底得到较纯净的处理出水。
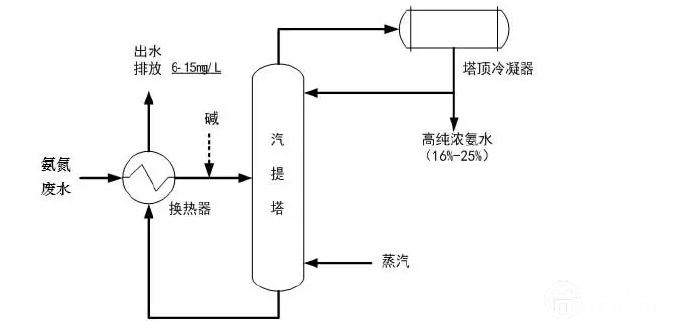
工艺流程
工艺流程为: 1 废水首先与碱(碱源选择包括NaOH、石灰等,根据不同的工艺要求而不同)反应,调节pH同时脱除水中大部分重金属离子,或氟离子、硫酸根离子等; 2 物理分离颗粒物后再向废水中添加阻垢分散剂,预热后进入精馏塔; 3在强化解络合药剂的作用下进行热解络合-分子精馏;4 脱氨后的水与原水换热后继续利用微孔过滤设备回收解络合的重金属氢氧化物;5 净化水达标排放或继续回收盐;6 塔顶冷凝液得到16%以上的高纯浓氨水可回用或直接销售。
关键技术或设计特征
重金属与氨氮的络合与热解络合-分子精馏技术,实现废水中重金属与氨氮的分离与深度去除;
高性能专用塔内件设计技术实现塔内件的节能、抗垢、高通量和高弹性负荷等要求;
高温高碱的钙盐阻垢分散技术,将清塔周期由2周延长到6个月,保证设备长期稳定运行;
氨氮废水热解络合-分子精馏处理的过程动态控制技术,保障了氨氮废水处理设施的稳定、可靠、全自动运行。
典型规模
该技术处理规模适应能力强,可根据现场需求,处理能力可为1m3/h—200 m3/h不等。
推广情况
目前相关技术已应用于冶金、有色、稀土、电池等行业约30套水处理工程,处理规模50-1500 m3/d。
典型案例
(一)项目概况
衢州华友钴新材料有限公司含重金属高氨氮废水资源化处理工程,设计能力为一期工程650 t/d、二期工程1500 t/d,废水来源于钴冶炼及钴新材料生产,一期工程与二期工程分别于2014年7月、2015年7月完成调试并投入运行。
(二)技术指标
处理前废水的氨氮浓度为5000mg/L,处理出水氨氮浓度优于《中华人民共和国污水综合排放标准》(GB8978-1996)一级标准,稳定低于10 mg/L。项目具有显著环境和社会效益,该工程每年减排氨氮3200吨以上,回收浓氨水24000吨。企业通过氨氮减排及氨水资源回收利用节约排污及原料费用1500万元以上。
(三)投资费用
该项目总投资约2500万元,其中设备投资1958万元,吨水投资费用为1.2万元。主体设备寿命10年以上。
(四)运行费用
本工程年处理废水量约65万吨,年运行费用1394万元/年,吨水直接运行费用为21元,计算氨水回收效益后收支基本达到平衡。 主要运行费用包括:蒸汽费用:845万元/年,电费:390万元/年,人工:24万元/年,设备折旧:90万元/年,维修管理费用:45万元/年。