针对阳极氧化废水难处理的特点,首先对含镍废水及酸碱含油废水分别预处理,再对预处理的混合污水进行混凝沉淀及超滤后,将其中70%的综合污水采用两级RO系统处理,30%的综合污水采用混凝沉淀过滤等工艺处理,出水完全达到《污水综合排放标准》(GB8978-1996)的二级排放标准,其中重金属镍达到《电镀污染物排放标准》(GB21900-2008)的表2标准,很好地实现了废水的处理及中水的回用。
阳极氧化技术作为电镀行业表面处理中常见且主要的技术,在电镀行业中应用广泛。通常,金属构件如铝件等,为了具有更好的表面特性及光泽度,大部分都需经过阳极氧化处理工序,在其表面覆盖一层致密且具有一定光泽度的金属氧化物薄膜,如镍膜等。在阳极氧化过程中,通常将待镀的金属如镍等作为阳极,而将被镀的金属构件如铝件等作为阴极,利用电化学法使处于阳极的待镀金属失去电子成为镍离子后,在电场作用下覆盖到被镀的金属构件上,从而完成对被镀金属构件的电镀过程。
通常情况下,在阳极氧化工序之前需要对金属构件利用酸碱进行除油,在阳极氧化之后,则需要对镀件金属构件进行表面封孔处理。目前,大多数的电镀企业多采用醋酸镍作为封孔剂。在此过程中,企业会产生大量的除油废水、酸碱废水及含镍废水等。这些废水中含有国家严格控制的一类污染物镍,因此必须要经过妥善处理后才能排放。
南通某科技有限公司在生产过程会产生一定量的阳极废水,废水中主要含酸碱、磷酸盐、油脂及封孔工段微量镍金属离子等污染成分。受企业委托,对该企业的废水处理进行了设计及调试工作。
1、项目概况
该企业废水可以分为含镍废水与酸碱含油废水两种。其中含镍废水主要来自封孔镍废水,排放量为30m3/d,主要污染物为Ni2+,其质量浓度为3~25mg/L,pH为6~8;酸碱含油废水主要来自前处理阳极废水,排放量为390m3/d,主要污染物为酸碱、COD、TP、SS、表面活性剂及油脂等,该废水的COD为200~400mg/L,pH为2~5,SS为150~220mg/L,TP为50~350mg/L,石油类质量浓度在80~150mg/L。含油废水中的油脂主要为企业使用的机械油、切削油等。
该企业废水经过处理后,要求废水排放指标稳定达到国家《污水综合排放标准》(GB8978—1996)二级排放标准,即pH为6~9,COD≤100mg/L,SS≤70mg/L,石油类≤5mg/L,色度≤50mg/L,总镍达到《电镀污染物排放标准》(GB21900—2008)表2标准,即总镍≤0.5mg/L,实现约70%的出水回用,余下30%的出水接入市政污水管网到集中污水处理厂进行深度处理。
2、工艺流程
根据实际废水特征和处理要求,工程设计工艺分两步走,第一步,首先对封孔含镍废水及酸碱含油废水进行预处理,具体流程如图1所示。
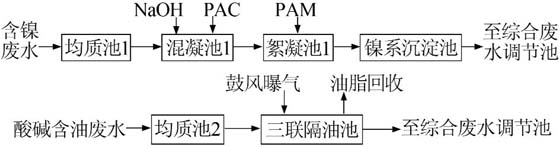
对封孔含镍废水的处理主要是利用混凝化学法去除废水中大部分的二价镍离子,出水进入后续综合废水调节池。对酸碱含油废水,由于该废水中的油脂多与表面活性剂等混杂在一起,其相对密度小于1,在静态下可浮于水面上,因此,首先通过隔油池将废水中大部分的油脂类物质除去后,再进行后续的深度处理。
两种废水经预处理后,均进入后续的综合废水调节池进行深度处理,具体工艺流程如图2所示。
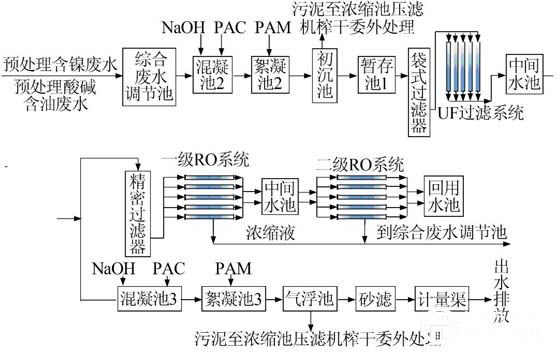
预处理后的废水在调节池经水质水量调节后,通过混凝及絮凝去除其中的大部分有机物,再经过过滤器和UF过滤系统后,出水分为两部分,其中约70%的废水经精密过滤器、两级反渗透系统处理后可实现中水回用。其余约30%的废水经过混凝、絮凝、气浮和砂滤后,达标排放。
延伸阅读:
3.1、含镍废水处理
(1)均质池1。尺寸6.4m×3.0m×2.7m,有效容积46m3,采用钢混+内壁玻璃钢防腐。数量1座。设耐酸碱自吸泵2台(KB-40013L,广东国宝),罗茨风机1台(TF-50,昆山大风)。
(2)混凝池1。以仪器监控由定量加药机投加NaOH,控制pH9~10,池体内产生氢氧化镍沉淀,投加混凝剂后,生成初级絮凝体。尺寸1.2m×1.2m×2.0m,有效容积2.2m3,采用钢混+内壁玻璃钢防腐。数量1座。设LCD数显pH控制器1个(PC-350,昆山SUNTEX),机械隔膜定量式加药机2台(BX-50,日本NIKKISO),液下不锈钢搅拌机1台(杭州东霸)。
(3)絮凝池1。投加助凝剂PAM,助凝剂起吸附架桥作用,将初级絮凝体逐步聚集成易于沉淀的大型絮体。尺寸1.2m×1.2m×2.0m,有效容积2.2m3,采用钢混+内壁玻璃钢防腐。数量1座。设机械隔膜定量式加药机1台(BX-50,日本NIKKISO),液下不锈钢搅拌机1台(杭州东霸)。
(4)镍系沉淀池。提供静置环境进行泥水分离。上清液进入后续综合废水调节池,下沉污泥排至污泥浓缩池。尺寸2.5m×2.5m×4.7m,有效容积25m3,采用钢混+内壁玻璃钢防腐。数量1座。
3.2、酸碱含油废水处理
(1)均质池2。尺寸6.4mm×4.0m×2.7m,有效容积60m3,采用钢混+内壁玻璃钢防腐。数量1座。设耐酸碱自吸泵2台(KB-40012L,广东国宝)。
(2)三联隔油池。利用油类物质的密度一般都小于水且不亲水性的原理,依靠油水密度差将油从水中分离。池体上部设置集油管,收集浮油并将其导出池外。隔油池出水进入后续综合废水调节池。尺寸4.0m×2.0m×2.5mm,其有效容积16m3,采用钢混+内壁玻璃钢防腐。数量1座。
3.3、阳极氧化综合废水处理
(1)综合废水调节池。尺寸24.0m×6.4m×2.7m,有效容积370m3,采用钢混+内壁玻璃钢防腐。数量1座。设耐酸碱自吸泵2台(KB-50052H,广东国宝),液下不锈钢搅拌机1台(杭州东霸)。
(2)混凝池2。尺寸3.0m×3.0m×4.0m,有效容积为32m3,采用钢混+内壁玻璃钢防腐。数量1座。设LCD数显pH控制器1个(PC-350,昆山SUNTEX),机械隔膜定量式加药机2台(AHA-41,日本NIKKISO),液下不锈钢搅拌机1台(杭州东霸)。
(3)絮凝池2。尺寸3.0m×3.0m×4.0m,有效容积32m3,采用钢混+内壁玻璃钢防腐。数量1座。机械隔膜定量式加药机1台(AHA-41,日本NIKKISO),液下不锈钢搅拌机1台(杭州东霸)。
(4)初沉池。尺寸2.5m×2.5m×4.7mm,有效容积25m3,采用钢混+内壁玻璃钢防腐。数量1座。设直径50mm的PP材质斜管1套(无锡永诚)。
(5)暂存池1。用以暂存废水,供后段使用。尺寸3.4m×3.0m×2.7m,有效容积24m3,采用钢混+内壁玻璃钢防腐。数量1座。设耐酸碱自吸泵2台(KB-50052H,广东国宝)。
(6)袋式过滤器。截留废水中残存的悬浮物,可去除20μm以上的悬浮物,以保护后续超滤膜。尺寸D300mm×750mm,SUS304外壳,直立式结构。数量2套。
(7)UF过滤系统。超滤滤芯采用PP材质的平均过滤孔径为0.1μm的中空纤维膜,去除细菌率接近100%,可去除水中5~50nm的乳化油、胶体等杂质。采用精密保安滤器作为超滤膜系统的保护装置。反冲洗水采用加酸碱及NaClO的混合液,反冲洗后的水进入镍系均质池1重新处理。数量3组,每组内胆采用可更换式低压超滤膜22支(昆山T-Filter)。设计进水量15m3/h。
3.4、达标排放废水设施
(1)混凝池3。以仪器监控由定量加药机投加NaOH,控制pH为10~11,同时投加混凝剂PAC。尺寸3.0m×3.0m×4.0mm,有效容积32m3,采用钢混+内壁玻璃钢防腐。数量1座。设LCD数显pH控制器1个(PC-350,昆山SUNTEX),机械隔膜定量式加药机2台(AHA-41,日本NIKKISO),液下不锈钢搅拌机1台(杭州东霸)。
(2)絮凝池3。投加助凝剂PAM。尺寸3.0m×3.0m×4.0m,有效容积32m3,采用钢混+内壁玻璃钢防腐。数量1座。设机械隔膜定量式加药机1台(AHA-41,日本NIKKISO),液下不锈钢搅拌机1台(杭州东霸)。
(3)气浮池。尺寸6.8m×3.4m×2.0m,有效容积35m3,采用钢混+内壁玻璃钢防腐。数量1座。设气压罐1个(D1.0m×2.5m),水面设刮渣机1台,空压机1台(VA-80,1.5kW,上海复盛)、溶气泵1台(1.5kW),刮渣机1台(橡胶带,东霸减速机,0.8kW)。
(4)砂滤塔。过滤去除气浮出水夹带的悬浮杂质,确保出水达排放标准。尺寸为D2.6m×1.8m。采用钢混+内壁玻璃钢防腐。数量1座。
(5)计量渠。尺寸2.75m×0.30×0.40m。数量1座,砖砌,内表面贴瓷砖。设超声波数字累积式流量计1台(太仓景程)。
3.5、中水回用处理设施
(1)精密过滤器。截留废水中残存的悬浮物,降低水中残存的杂质,以保护RO膜免于堵塞。精密过滤器进出口设压强指示表,当压差增大到设定值时更换滤芯。尺寸D0.40m×1.33m,数量1套,SUS304材质,过滤精度100μm。
(2)一级RO系统。设置8040-5A高压管壳6支(昆山宏冠),8040废水专用膜30支(昆山宏冠),3组流量计,水质计2组,自动控制盘1组。设计进水量20m3/h。设轻型立式多级离心加压泵1台(CDL32-100,杭州南方)。浓缩液进入综合废水调节池重新处理。
(3)二级RO系统。进一步浓缩一级RO系统浓缩液,清液进入中水回用水池,浓缩液进入综合废水调节池重新处理。设置8040-6A高压管壳2支(昆山宏冠),8040废水专用膜12支(昆山宏冠),3组流量计,水质计2组,自动控制盘1组。设计进水量20m3/h。设轻型立式多级离心加压泵1台(CDL16-12,杭州南方)。
(4)中水回用水池。中水回用水池进水的电导率要求不大于30μS/cm,用于后续清洗及初级纯水用水。尺寸22.3m×6.4m×2.7m,有效容积420m3,采用钢混+内壁玻璃钢防腐。数量1座。设轻型卧式多级离心泵2台(CHL20-30,杭州南方)。
3.6、污泥处理设施
所有沉淀池的污泥集中排放至污泥浓缩池,再经污泥脱水机压制成泥饼后,委托有资质单位无害化处理。污泥浓缩池尺寸为9.0m×6.4m×4.7m,有效容积253m3,采用钢混+内壁玻璃钢防腐。数量1座。设气动双隔膜式污泥泵3台(德国VERDER),单级风冷式空压机1台(最大风压7MPa,上海复盛),半自动厢式污泥脱水机2台(PP板框,XMY30/800-UB,杭州永昌),双带滤式污泥脱水机1组(滤布宽1m,2.87kW,上海元昌)。
4、系统调试及运行结果分析
4.1、含镍废水调试
由于在阳极电镀过程中产生的封孔含镍废水的pH呈酸性,因此,首先采用强碱NaOH将其调至碱性,并加入聚合氯化铝PAC,通过机械搅拌使废水中的镍离子形成氢氧化镍的絮状物,而后在絮凝池内加入高分子絮凝剂PAM,缓慢搅拌后会有较大的絮状物矾花形成,随后通过后续的镍系沉淀池将大部分镍以氢氧化物的形式除去。
在该过程中,要特别注意重金属离子沉淀的起始浓度和起始pH。对Ni2+而言,其沉淀起始质量浓度为3mg/L,初始沉淀的pH约在7.8,当pH达到9.3时开始出现大量沉淀。Ni2+浓度过低时,pH需要适当调高。如采用氢氧化钠调节pH,通常可根据废液中Ni2+的浓度,将废水的pH调至8.5~9.5,使Ni2+质量浓度降低到1.0mg/L以下。如把pH调至9.5~11.0时,Ni2+去除得更彻底[3]。为了降低人工操作的烦琐及误差,通常将含镍废水的pH调至9~10即可,此时,可去除废水中大部分的Ni2+,出水中Ni2+质量浓度在2.0mg/L以下。再经后续的物化及两级RO系统处理后,系统出水中的Ni2+质量浓度可稳定达到0.5mg/L以下。
另外,如果废水中存在有大量的硫酸盐、氟化物或磷酸盐需要同时沉淀时,使用石灰乳液作为沉淀剂更为宜。从镍系沉淀池排出的污泥,必须要单独处理,不能与其他的污泥混合处理。通常采用污泥脱水机将含镍污泥脱水后,单独委外处理。
4.2、酸碱及含油废水调试
该废水中除了酸碱以外,更多的是一些表面活性剂及各类油脂,导致该废水的COD较高。该废水中的油脂类物质主要是金属构件在切削、碾磨、清洗等过程中添加的各类机械油、除锈剂、切削油、表面活性剂、石蜡等。这类油脂主要以乳化液状态存在。在进行后续处理之前,首先利用油比水轻的原理,在隔油池中将含油废水中的油脂类物质从水中分离出来。
在均质池内加入少量的稀硫酸(质量分数控制在5%左右),可实现酸化破乳,然后废水进入后续重力斜板式三联隔油池,可去除直径在10~100μm的浮油,除油率在60%~80%。
4.3、综合废水处理调试
对预处理后的综合污水,首先采用化学混凝沉淀法进行处理。以仪器监控由定量加药机投加NaOH和Ca(OH)2,控制pH10~11,同时投加混凝剂PAC,会有初级絮凝体氢氧化物和磷酸钙盐产生。然后在絮凝池内定量投加助凝剂PAM,缓慢搅拌后可进一步增大絮凝物的体积。产生的沉淀物排至污泥浓缩池进行压滤。综合污水经过袋式过滤及UF过滤后,70%废水采用两级反渗透系统进行处理,其余30%废水则采用混凝沉淀法进行化学深度处理。在调试过程中,对两级RO膜系统进行了一周的连续检测,运行状况如表1所示。
表1反渗透系统运行参数及处理效果
| 检测批次 | 产水量 / (m3˙h-1) |
产水电导率 / (μS˙cm-1) |
运行压强 / MPa |
进水镍质量浓度 / (mg˙L-1) |
出水镍质量浓度 / (mg˙L-1) |
| 1 | 8.62 | 22.4 | 1.81 | 1.76 | 0.25 |
| 2 | 8.77 | 23.2 | 1.77 | 1.86 | 0.31 |
| 3 | 8.59 | 20.7 | 1.66 | 1.62 | 0.28 |
| 4 | 8.52 | 17.7 | 1.72 | 1.88 | 0.44 |
| 5 | 8.28 | 23.7 | 1.73 | 1.75 | 0.33 |
| 6 | 8.55 | 23.9 | 1.64 | 1.99 | 0.21 |
结果表明,系统经过半年的运行,出水电导率始终维持在25μS/cm以下,反渗透膜对废水中残余重金属镍离子具有较好的截留效果,达80%以上。
5、系统处理效果及讨论
5.1、运行效果
该工程经过一段时间的调试后,系统运行情况良好,处理效果可靠,出水水质达到了国家《污水综合排放标准》(GB8978—1996)二级排放标准,其中总镍达到《电镀污染物排放标准》(GB21900—2008)表2标准,实现了约70%的出水回用目标。
5.2、投资与运行费用
工程总投资约360万元,运行费用主要包括:电费、药费、耗材费、人工费等,运行成本约7.9元/m3。
6、结论
(1)阳极氧化废水含有一类污染物重金属镍及油脂,其废水成分较为复杂,治理方法难以统一。本工程先采用对含镍废水预处理,再与预处理后的酸碱含油废水混合后进行深度处理,使得含镍废水达到很好的处理效果,工艺具有较高的可行性。
(2)在去除阳极氧化废水中重金属镍的过程中,要加强对废水预处理时pH的准确控制,使镍在进入后续的RO等系统之前能实现较高的去除率,如此才能稳定确保回用水及排放出水中镍的质量浓度在0.5mg/L以下。
(3)该套废水处理、中水回收设计方案,可以使废水回用率达70%以上,废水排放指标稳定达到国家《污水综合排放标准》(GB8978—1996)二级排放标准,并使镍达到《电镀污染物排放标准》(GB21900—2008)表2标准,很好地保护了周边的生态环境,提高了废水的利用率,响应了国家节能减排的政策。
本文作者:郭永福,梁柱,冯冬燕,温猛,王雨,吴伟,白仁碧