本文论述了搞好烧结生产对高炉炼铁改善指标、减排和降低成本的重大价值,介绍了我国新世纪以来烧结生产的主要技术经济指标,对我国新世纪烧结生产技术和质量进步进行了分析,最后对进一步改善我国烧结质量指标提出了几点展望,从而推动烧结生产的节能减排。
1.改善烧结生产技术和质量指标的重大价值
烧结矿一直以来都是我国高炉炼铁的主要原料,它主要决定着我国高炉冶炼的生产技术经济指标,我国高炉炼铁近几十年来,烧结矿的比例基本上占高炉炉料的75%以上,占高炉炼铁成本和能源消耗的70%以上,因此烧结生产的技术经济指标和质量对高炉的成本和效果有着决定性的作用。
根据高炉配料计算测算结果,吨烧结矿成本增加10元,吨铁成本将提高12~13元,宝钢经验告诉我们,降低烧结成本,不降低烧结矿的质量,才能取得降低炼铁成本的效果,否则将会得不偿失;烧结矿质量对高炉炼铁技术经济指标的作用和影响是多方面的:首先是品位的影响,入炉矿品位降低1%,将影响高炉燃料比1.0~1.5%,影响产量2~2.5%[1],烧结矿的含铁品位力求≥57%,烧结矿SiO2含量的影响也是举足轻重的,入炉矿SiO2提高1%,高炉炼铁将增加50kg渣量,100kg渣量将影响高炉燃料比和产量各3.5%,烧结矿SiO2含量的最佳值应该为4.60~5.3%[2];烧结矿的碱度是影响高炉操作最基本的因素,当烧结矿的碱度低于1.80,高炉的燃料比会大幅度上升,烧结矿的最佳碱度应为1.90~2.30;烧结矿碱度对高炉操作指标的影响主要是通过其矿物组成、强度和冶金性能表现出来的:
据统计,烧结矿的900℃还原性每降低10%,将影响高炉燃料比和产量各8~9%;烧结矿的低温还原粉化指数(RDI+3.15)下降10%,即RDI-3.15升高10%,将影响高炉燃料比1.5%,影响产量3%[3]
烧结矿的软熔性能对高炉操作指标的影响更为突出,它们主要影响高炉中下部的透气性,从而影响高炉炉腹煤气量指数和高炉下部顺行,意大利的皮昂比诺(Piombimo)4#高炉曾作过统计,当高炉透气性改善8.7%,产量提高了16%,燃料比相应降低8.6%[。
烧结矿的MgO和Al2O3含量直接影响高炉炉渣的MgO/Al2O3,传统观念高炉渣的MgO/Al2O3为0.65,近几年来国内外高炉炼铁均有把高炉渣的MgO/Al2O3降低到0.35~0.40的水平,保持了高炉的稳定和顺行[5],吨铁成本有下降20元以上的空间[5]。
烧结矿的FeO含量也是影响高炉操作的一个重要因素,烧结矿含FeO高,不仅使烧结矿难还原,在高炉内熔融带的高度和透气阻力均与低熔点的硅酸盐渣量有关。烧结矿FeO含量应控制在8%±0.5%的水平。
综上所述,烧结矿的质量和成本对高炉炼铁的作用和影响是多方面的,因此低成本、低燃料比炼铁离不开烧结生产的技术经济和质量指标。
2.新世纪我国烧结生产技术的质量进步与评述
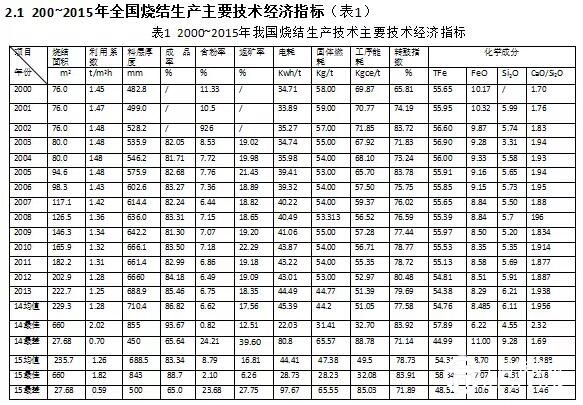
跨入新世纪十五年来,我国烧结生产技术和质量取得了巨大的发展和长足进步,烧结生产技术主要技术经济指标和烧结矿质量列于表1,由表1可见,在不断提高生产力,烧结机大型化、低碳、厚料层烧结、优化配矿、节能降耗、降低成本、烧结烟气净化、余热利用和节能环保及烧结矿质量诸方面均取得了快速发展和较大的进步。
2.2烧结机大型化、提高生产力取得显著进步
我国烧结机在1970年以前,能设计的最大面积是90m2,1970年以后才能设计130m2烧结机,1985年宝钢从新日铁引进的450m2大型烧结机投产,使我国烧结工作者感受到了大型烧结机的投资省、产量高、质量好、作业和劳动生产率高、且环保也有很大的改善,1989年中冶长天承担了对宝钢1#450m2烧结机的技术改造设计,不仅将料层厚度由500mm提高到600mm,对烧结机的密封、给料、布料等装置也作了改进,取得了提高产量、改善质量、降低能耗等多方面的效果。此后我国烧结机的大型化就逐步走上了一条快速发展的道路,特别是进入新世纪以来,我国烧结机的大型化发展迅速,据统计2008和2009年每年大于360m2的烧结机分别达到25台和28台,到2015年我国≥360m2大型烧结已经超过100台,全国重点企业284条烧结生产线,烧结机的平均面积已经由2001年76m2提高到2015年的240m2以上。烧结机面积的大型化它不仅仅是设计的进步,它包括机械装备、控制技术、工艺技术,仪器仪表、环境保护等全方位的进步,1991年宝钢450m2的2#烧结机我国自行设计投入生产标志我国烧结设计制造工艺已经达到了世界先进水平[7],为新世纪以来烧结生产技术和质量进步打下了良好的基础。
2.3低碳厚料层烧结取得显著进步
低碳厚料层烧结始终是烧结生产的方向,进入新世纪以来,我国烧结生产在低碳厚料层方面取得了显著进步,由表1可知,全国284条生产线平均料层厚度由2000年的482.8mm提高到2015年的750mm,年平均提高接近15mm,目前我国大多数企业的烧结料层超过700mm,部分企业已超过750mm,马钢三烧2台360m2烧结机料层厚度已达到900mm。固体燃耗由2000年的58.00kg/t降低到2015年的44kg/t,年平均降低约1kg/t,这是一个巨大的数据,近几年每年全国生产烧结矿约9亿吨,即每年降低固体燃耗约9万吨,每年约降低33万m3CO2排放,这对节能降耗和改善环保都是一项巨大的贡献。
混合料层的厚度是改善烧结产量和节能降耗的基础,据统计我国1978年烧结料层平均仅为269mm,1980年由武钢烧结厂开始由340mm逐年提高烧结料层的厚度,1999年武钢在435m2大型烧结机上实现了630mm的厚料层烧结[8],宝钢烧结生产实践证明,烧结料层每提高100mm,能降低煤气消耗0.64m3/t,降低配碳1.04kg/t,降低成品矿FeO含量0.6%,提高成品矿转鼓指数2.3个百分点[9]。
总结厚料层烧结的价值,它对改善烧结产质量和节能降耗具有以下五个方面的作用和效果:
1)厚料层烧结降低了机速和垂直烧结速度,延长了烧结料层在高温下的保温时间,有利于针状复合铁酸钙相(SFCA)的生成,从而有利于提高成品矿的强度和成品率,改善成品矿的质量。
2)厚料层烧结降低了配碳,抑制了烧结料层的过烧和欠烧等不均匀烧结现象,促进了低温烧结技术的发展,提高了烧结料层的均匀性。
3)厚料层烧结由于低配碳,提高了烧结料层的氧化气氛,有利于降低成品矿的FeO和还原性的提高。
4)厚料层烧结使强度低的表层和质量优的铺底料数量相对减少,有利于提高烧结成品率和入炉烧结矿的比例。
5)厚料层烧结由于料层的自动蓄热作用,有利于提高烧结下层的余热作用,降低固体燃耗,煤气消耗和烧结烟气的净化。
正因为厚料层烧结具有上述作用和效果,故烧结生产应千方百计强化制粒、偏析布料改善烧结料层的透气性,实现低碳厚料层烧结。
2.4烧结工艺技术取得了长足进步
烧结工艺技术的进步主要包括优化配矿,强化制粒,合理操作,烧结机和环冷机的密封节能等方面。
2.4.1烧结优化配矿技术的进步与发展
烧结优化配矿技术是烧结工艺技术的一项关键技术,在上世纪八九十年代由于我国烧结生产多数以国产矿为主,配矿方法主要通过烧结杯试验进行探索性的配矿,多数企业烧结配矿依据铁矿粉和熔剂,燃料的化学成分,通过简易配矿计算满足烧结矿碱度和主要化学成分的要求。
1985年自有宝钢引进日本新日铁的配矿方法,对进口铁矿粉根据它们的化学成分和烧结性能,将不同进口铁矿粉为A、B、C三类,我国才开始对进口铁矿粉的不同烧结特性的认识。
跨入新世纪后,随着我国钢铁工业的快速发展,烧结生产配用进口矿的比例快速增长,铁矿资源随开发力度的劣化,铁矿价格的飞涨,促使我国优化配矿技术的提高和发展,由上世纪主要建立铁矿粉常温性能基础上的配矿方法,其主要按烧结机利用系数和成品矿机械强度为一对指数,高、中、低合理搭配的烧结反应性配矿方法和巴西淡水河谷公司研发部通过世界主要二十七种矿粉大量烧结杯试验数据统计得出的[10],按铁矿粉晶体颗粒大小、水化程度和Al2O3含量高、中、低合理搭配的配矿方法;并创新发展提出了按铁矿粉五项烧结基础特性(同化性、液相流动性、粘结相强度、生成铁酸钙能力、连晶固结强度)[11]和铁矿石成矿能力(包括固相反应能力、液相生成特性及冷凝结晶特性)进行优化配矿,该两者均属铁矿粉烧结的基础特性研究,烧结优化配矿需要微观和宏观的结合,理论与实践的统一,优化配矿技术的目标是高产量、高质量、低消耗和低成本,它需要数学模型、专家系统(人工智能)和最优化计算的结合,中冶长天国际工程有限责任公司提出优化配矿需综合运用专家理论、优化控制理论、人工智能理论、科学管理方法及数据挖掘等多学科知识,开发出烧结综合控制专家系统。
2.4.2强化制粒技术取得长足进步
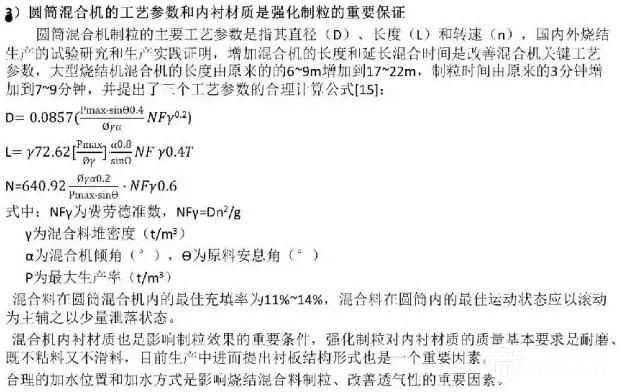
强化制粒是厚料层烧结改善混合料透气性的关键技术,正因为如此进入新世纪以来,为了适应不断提高料层的需要,全国钢铁企业和科研院所进行了烧结混合料强化制粒的大量实验研究,以及与其相关的一系列技术问题,诸如原燃料的粒度与粒度组成、粘结剂的选择与用量,圆筒混合料的工艺参数与内衬材质,混合料水分配加位置与方式问题等等。
1)原燃料的粒度及粒度组成是影响强化制粒的基础因素
经大量的研究提出不同粒级成球性指数的概念:GIx=1-Mx/Wx,式中Mx为混合料制粒后X粒级的百分数,Wx为混合前原料中X粒级的百分数。并得出<0.25mm颗粒的成球性指数达到98%,0.25~0.5mm颗粒有80%进入1mm以上的混合料中参加制粒;0.5~1.0mm颗粒的成球性指数达到60%以上;成球性指数最低的是1.0~3.0mm颗粒,但这部分可以成为制粒过程的粒核,即使不成粒核,因颗粒较粗,对混合料的透气性也不会造成多大影响;研究得出0.25~1.0mm单颗粒称为中间颗粒所占比例是影响制粒效果的主要颗粒[14]。
2)粘结剂的质量和数量是影响混合料制粒的重要因素
国内外的试验研究和生产实践证明,烧结混合料添加生石灰,不仅能强化制粒,改善混合料的透气性,有利于提高料层厚度同时还会加快垂直烧结速度。粘结剂的质量主要指生石灰的CaO含量和活性度,研究和生产实践证明,厚料层烧结要求生石灰的CaO含量≥80%,活性度180-300是适宜的,生石灰的添加量3%~5%是适宜的,超过5%,其效果将明显递减。马钢900mm超厚料层的生产实践证明,将生石灰配比设定在2.6%~3.0%的区间,经过消化的生石灰将粉料固结于假颗粒的小球中,它可以改变位于900mm料层下部的机械强度,以改善厚料层的透气性[15]。
4)合理的加水位置和加水方式是影响烧结混合料制粒、改善透气性的重要因素。
新世纪以来的试验研究和生产实践证明,混合料混匀之前不宜加水,加水后难以混匀,因此进入一混后的5米内不宜加水,5米后加水应遵循粉状料制粒的规律:“滴水成球,雾水长大,水小球小,水大球大”,在一混内加水应加喷淋水,不宜加雾水,进入二混应加雾水,不宜加喷淋水。很多企业已采用红外线测水实现加水量的自动控制。
为了使混合料在加水前充分混匀,宝钢四烧在一混前已加了卧式强力混合机,实践证明采用“爱立许”立式强力混合机效果会更好。
2.4.3烧结生产节能减排,余热利用,烟气净化取得显著进步
由表1数据可见,全国烧结固体燃耗由2000年的平均58.0kg/t逐年降低到2014年的44.20kg/t,工序能耗全国平均由2000年的69.87kgcc/t,降低到2014年的51.05kgcc/t,十五年降低的幅度分别为接近25%和超过25%。先进企业的这两个指标降低幅度均超过全国平均值的50%,我国近几年每年生产9亿吨左右烧结矿,节能减排的效果显著。
烧结的余热利用主要包括烧结机的废气余热、含C元素的利用和烧结矿显热即环冷的废气余热利用,近几年由于钢铁处于“困境时期“,降低成本的压力促使钢铁企业大大加快了二次能源的开发利用,主要用于余热燃烧、烟气循环烧结、余热发电和余热蒸汽锅炉的应用,烟气循环烧结的比例可达到18%~35%,宁波钢铁烟气循环18.5%的效果达到降低固体燃耗2.0~2.3kg/t,沙钢等企业通过技术改造,改善360m2烧结机环冷机宻封,提高废气温度,从而提高使余热蒸汽达到41t/h的产量。武钢四烧450m2烧结机烧结余热发电年发电量通过技术改造已达到4457万kwh,二次能源的利用创造了巨大的经济效益[16][17][18]。
同样,烧结烟气的净化和治理近几年取得了很大的进展,目前全国烧结烟气基本上实现了脱硫工序,达到了国家废气排放标准,太钢、宁钢和永钢等企业采用活性焦对烧结烟气进行净化处理,实现烧结烟气脱硫、脱硝和脱二噁英一体化净化,达到国家环保法烧结烟气排放标准。近期在全国采用烟气循环技术,减少烟气量和污染物排放,经高效电除尘后,再采用脱硫、脱硝一体化净化技术,对烧结烟气进行深度处理,正在全国得到推广和应用。[19]。
2.4.4烧结矿质量得到了不断提高和改善
烧结矿质量是烧结生产的一项主要和重要目标,也是炼铁工作者极为关注的一项指标。烧结矿的质量反应在品位和SiO2含量,碱度和FeO含量,还有MgO,Al2O3和有害元素的含量。跨入新世纪以来,由于铁矿粉短缺,价格飞涨,造成2014年全国烧结矿和SiO2含量的平均值不仅没有下降,反而提高了一些,这是可以理解的。但进入新世纪以来,广大烧结和炼铁工作者对品位的价值和SiO2含量的影响还是有了新的认识。目前,进口铁矿粉62%品位的价格已经跌破40美元的大关,预计今年往后,我国烧结矿的品位会得到一定幅度的提高,SiO2含量会得到一定幅度的下降。从高炉低成本、低燃料比炼铁出发,烧结矿的含铁品位应高于57%的水平,SiO2最佳含量应在4.6~5.3%的范围,宝钢烧结矿多年来品位一直保持在57%~59%的水平,SiO2含量一直保持在4.7%~5.1%的水平,梅山钢铁的烧结对年来品位也一直保持在57%~59%的水平,SiO2含量一直在4.7%~5.1%的水平,为两企业高炉炼铁指标的优化提供了重要条件。
碱度是烧结矿质量的基础,试验研究和生产实践均证明,烧结矿的最佳碱度范围是1.9~2.3,由表1可见,进入新世纪以来,我国烧结矿的平均碱度自2003年起一直保持在1.9~2.0或接近1.9的水平,这是我国新世纪以来,高炉指标不断优化炉料质量的一个基本条件。FeO也是烧结矿质量的重要因素,2005年修订的冶金行业标准规定:烧结矿的FeO≤9%,高FeO的烧结矿不仅会造成烧结生产多消耗能源,还会降低烧结矿的还原性和恶化高炉内的透气性,提高1%的FeO会影响高炉燃料比和产量各1.0~1.5%;由表1可见,2008年以前,烧结矿的FeO含量年平均高于8.5%,此后烧结矿FeO含量均稳定在8.50%左右,比2008年以前和上世纪九十年代明显进步。
MgO和Al2O3含量也是烧结矿质量的重要成分,由于年报表中缺少该两成分的数据造成难以评述,但烧结矿的质量应力求降低MgO含量,有利于烧结矿的还原性改善和转鼓指数的提高,由韩国、日本和我国有些钢铁企业的研究和生产实践证明,高炉炉渣的MgO/Al2O3由0.6降低到0.4是可行的[5]。
3.对我国烧结生产技术和质量的展望
进入新世纪十五年来,我国烧结生产技术与质量取得了显著进步,但与世界先进水平相比,我国还存在不少方面的差距,期望在今后的生产中取得更大的进步。
1)继续推进烧结大型化,淘汰落后小型烧结机
目前我国<180m2的小烧结机数量还有相当大,它存在着生产率低、能耗高,成品矿质量差、自动化水平和环保水平低,因此应继续推进烧结机大型化、自动化、绿色化(新能源烧结)、低能耗烧结。
2)重视生石灰消化对强化制粒的重要作用
厚料层烧结的一个薄弱环节,是强化制粒改善混合料的透气性,其中生石灰的消化和混合制粒的可视技术是薄弱环节,烧结生产要改变生石灰不消化进入混合料制粒的状况,要通过在主控室建立混合料制粒的可视视频画面,优化混合制粒过程,提高制粒效果。
3)优化配矿是烧结生产的首道工序,也是关系到烧结产质量和成本的首道工序
可以说没有优化配矿,就不会有烧结的高产质量和低成本。做好优化配矿,企业一要建立长期稳定的主矿体系;二要建立铁矿粉综合品位计算法,先算账在采购配矿;三要掌控铁矿粉的高温烧结特性,关注特性互补;四要建立配矿数据库和专家系统,五要运用快捷和准确的配料计算方法。
4)“点好火”是烧结生产确保产质量的关键操作
所谓“点好火”即掌握好50%~60%的总管负压的低负压点火;掌控好1050℃~1150℃的点火温度和60秒左右的点火时间;主控室建立合理的风箱负压和温度分布棒态图,实现低负压烧结和控制好烧结终点;通过风箱负压和温度分布棒态图去监控制粒和布料。
5)坚持生产高品位、低SiO2,高碱度,低FeO,低MgO/Al2O3的高质量烧结矿.
在低矿价的新常态下,烧结矿的品位应≥57%,SiO2保持4.6%~5.3%的范围,1.90~2.30的高碱度,<9.0%的FeO水平及0.4左右的MgO/Al2O3水平。