空压机改造前运行情况
某集团公司为钢铁行业耐火材料制品供应商,此次改造的空压机站共由4台空压机组成,分别为一台250kW英格索兰和三台110kW寿力螺杆式空压机。
设备改造前,四台空压机全部工作在工频状态。压力采用两点式控制(上、下限控制),也就是当空压机气缸内压力达到设定值上限时,空压机通过本身的油压关闭进气阀,当压力下降到设定值下限时,空压机打开进气阀。这样就导致空压机频繁的卸载和加载,经常是晚班用气量少,而空压机全速运行,此时这部分电能被白白地浪费。因此对螺杆空压机进行改造,使其节能、提高设备稳定性、减少维护成本、降低噪音污染是非常有必要的。
变频节能改造方案设计要求
根据原工况存在的问题并结合生产工艺要求,空压机改造后系统需满足以下要求:
1. 能根据实际生产的用气量调节空压机产气量,既能满足生产要求,同时又降低能耗。
2. 系统有变频和工频两套控制回路,并在空压机出现故障时,能有效控制空压机漏油问题。
3. 原有系统采用变频器进行调速后,不能改动空压机原来的主回路以及二次回路的控制方式。
4. 降低运行噪音,特别在启动时和满负载运行时,噪声要明显减小。
空压机变频改造实施方案
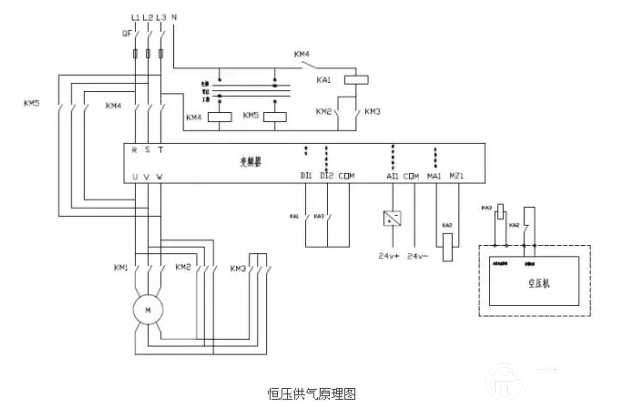
空压机的主电动机是250kW的电动机,额定电流450A,技术人员根据现场实际情况,选择合适的变频器来控制空压机,通过远传压力表来反馈储气罐的压力,当反馈压力高于生产需求压力时,变频器降频运行,直至设置的下限频率,当下限频率持续运行300S后,变频休眠;当反馈压力低于需求压力时,变频器频率上升,空压机加载运行。电气系统采用工变频旁路设计,当变频器出现故障时,可以通过旋转工变频旁路开关切换到原有工频运行,提高系统的稳定性。其电气主回路图如下:
改造前的主电动机一直全速运行,在运行的过程中,气压是一直往上升的(就算生产工艺不需要那么大压力),当储气罐压力一直上升到上限压力,这时空压机才会停止加载。通常在设置这个参数值的时候,一般会综合考虑设备的使用率和生产工艺的需要,上限值一般会设置比实际需要值大2bar的压力作为上限,排气压力升高会对功率消耗产生影响,压力每升高1bar消耗功率增加6%左右。
在采用变频器PID恒压控制系统后,变频调速系统将管网压力作为控制对象,装在储气罐的压力变送器将储气罐的压力转变为电信号传给控制器内部的PID调节器,与压力给定值进行比较,并根据差值的大小按既定的PID控制模式进行运算,产生控制信号去控制变频器的输出电压和逆变频率,调整电动机的转速,从而使实际压力始终维持在设定压力,从而得到恒定的气压。
变频器针对主电动机启动时对电流、设备的冲击,使用优化后的SPWM算法,使电动机平稳启动,同时增加启动力矩,还减少冲击电流对其他设备的干扰;在加速过程采用了先进的多点加速曲线,减少因快速启动对机头的轴承和主螺杆的磨损,可以大大地增加设备的使用寿命及机械设备的维护周期。另外,如果变频器一旦出现故障,生产工艺不允许空气压缩机停机,因此,系统设置了工频与变频切换功能,这样当变频器出现故障时,电源通过工频接触器直接供电,使空压机能照常工作。
节能效果
250kW的普通机组,一年运行8759小时,其中加载时间2442小时,卸载时间6317小时,电费以0.7元/度计算。
1、空载损耗:
卸载时间×卸载时所产生的空载电流损耗(1.732×0.38×175×0.85)×6317小时/年=618442度电;但考虑到螺杆空压机在低频时能保证润滑不漏油,一般需将变频下限频率设为30Hz,其变频节约电量为:618442×40%=247377度。
2、压差损耗:
加载时间×高出1bar压差所带来的损耗0.6×7%×250kW×2442小时/年=25641度。
综上所述,变频机组较普通机组节能247377+25641=273018度电。
年节约电费273018×0.7元/度=191111元。
系统改造中应注意的问题
1、螺杆机组不能反向运转,改造时必须注意电机运行方向。
2、将加载压力调到与设定压力相等(因变频器设有下限频率),这样防止在卸载状态下变频器加速作无用功。
3、需注意电动机的散热问题,电动机采用变频进行调速后,转速降低,其电机风扇的散热效果也要降低。
4、需注意空压机的润滑问题,空压机的转速越低,润滑油的耗量也就越小,其润滑效果越差。
5、系统压力设定问题在满足生产工艺的要求下,压力设定越低越好,因为空压机的排气压力越高,所需的电机轴功率越大,电机耗电也就越多。