乙醇是优异的油品增氧剂和改良剂之一,可有效提高汽油辛烷值,降低汽车有害尾气及固体颗粒物的排放。当前,世界燃料乙醇的使用量已超过9000万吨,美国、巴西等国家多年来一直使用乙醇作为汽油的添加剂。众所周知,我国要在2020年全国范围内推广使用车用乙醇汽油,基本实现全覆盖。据此估算,到2020年,我国燃料乙醇的需求量将达1200万吨,而目前我国的燃料乙醇产量仅为约250万吨,市场缺口预计达950万吨。

我国人多地少,大规模使用粮食来生产燃料乙醇的思路既不现实也不经济。在此种形势下,研究煤制乙醇技术替代传统的粮食发酵法,对减少我国粮食工业消耗、提高能源安全以及助力环境保护具有重要的战略意义。当前,国内外正在研发的煤制乙醇技术路线主要有以下三条:煤经合成气一步法制乙醇;煤经甲醇羰基化制乙酸,乙酸加氢转制乙醇;煤经二甲醚羰基化制乙酸甲酯,乙酸甲酯加氢制乙醇。本文对此进行了一下梳理。
1、煤经合成气直接制乙醇
煤经合成气直接制乙醇过程可极大简化现有的生产工艺,具有重要的研究价值。从学术意义上来讲,该过程可加深和丰富人们对合成气反应体系内在规律的认识,推动碳一化学催化理论的发展,有着潜在的应用价值,因此受到国内外学术界及工业界的广泛关注。
1980—1986年,日本相模中央化学研究所、协和发酵工业株式会社和东曹株式会社等机构联合开展了合成气直接制乙醇的工业试验,其研究重点是由合成气直接制乙醇铑基催化剂技术和工艺过程研究。
从1992年开始,我国中科院大连化物所设计并建造了200mL级催化剂装填量单管试验装置,对实验条件和相关参数进行了详细的考察,并取得了一定进展。
煤经合成气制乙醇项目在国内发展较快,目前已经建成产能94.5万吨,在建和拟建产能达110万吨,总产能达204.5万吨。
上述工业性试验仍存在需要解决的关键性问题:一是合成气单程转化率低,大量原料气需要循环操作,过程能耗极高;二是反应中副产的大部分甲烷会在系统中循环,为维持原料气的有效分压,需要提高系统总压;三是产品分离净化过程中存在共沸。就前景而言,合成气直接制乙醇仍存在催化活性不理想、乙醇选择性不高等问题。
2、煤经甲醇羰基化制乙酸,加氢制乙醇
工业上煤经合成气羰基化制乙酸技术已经非常成熟,同时乙酸加氢制乙醇过程简单、乙醇选择性高,因此该工艺技术同样受到人们的关注。
美国塞拉尼斯开发了乙酸加氢制乙醇技术(TCX),该技术可满足40万吨的产能目标。2012年,塞拉尼斯获准在中国南京生产工业乙醇。2017年,塞拉尼斯在南京建成一套年产27.5万吨的乙醇装置。2018年,塞拉尼斯与诚志股份(清华大学控股上市公司)签署了一份意向书,进一步在中国开发乙酸制乙醇技术。根据意向书,塞拉尼斯将出售南京乙醇生产装置,并与诚志股份组建TCX技术合资企业。通过这一合资企业,两家公司将进一步合作加强TCX技术,并增加在中国境内利用TCX生产乙醇的机会。
国内的企业和科研机构,如西南化工研究设计院、上海浦景化工、大连化物所和山西煤化所,也在积极开发乙酸加氢制乙醇的技术,包括乙酸经乙酸酯加氢制乙醇技术和乙酸直接加氢制乙醇技术。
3、煤经二甲醚羰基化制乙酸甲酯,加氢制乙醇
煤经甲醇脱水制二甲醚近年来发展迅猛。十年前我国二甲醚产量便高达500万吨,占世界总产量的80%以上,但二甲醚市场需求却非常有限。所以,二甲醚羰基化法制备乙酸甲酯,并进一步加氢制乙醇既可解决二甲醚产能过剩的难题,又为乙醇的制备提供了一条非常有竞争力的技术路线。
2006年,美国加州大学Iglesia团队首次报道了丝光沸石(MOR)催化材料上的二甲醚羰基化反应,并揭示了相关反应机理。
中国科学院大连化学物理研究所刘中民院士团队也开展了大量的基础和工业性实验,并申请了多项专利,用以保护具有特殊MOR结构分子筛催化剂上的羰基化反应活性。2017年1月11日,陕西延长集团采用中国科学院大连化学物理研究所开发的合成气经甲醇脱水、二甲醚羰基化、乙酸甲酯加氢的技术路线(DMTE)。年产10万吨的无水乙醇项目顺利实现投产。2018年11月,延长集团50万吨合成气制乙醇装置开工建设,标志着合成气制乙醇进入规模化时代。
DMTE工艺具有如下特点:
1、羰基化反应和加氢反应均为无水体系,产物分离直接得到无水乙醇,避免了醇水共沸;
2、产物中仅有微量乙酸,对设备材质无特殊要求;
3、采用高性能的分子筛催化剂和铜基催化剂,不需要贵金属催化剂;
4、乙酸甲酯和乙醇都是大宗化学品,产品方案灵活,经济性好。
DMTE工艺路线见图1。
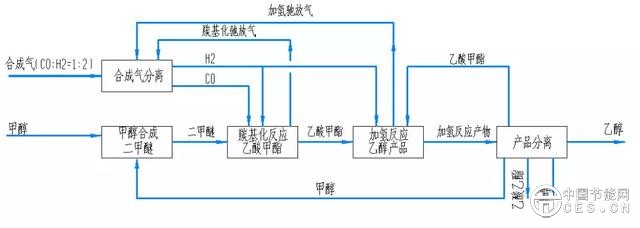
图1 DMTE路线
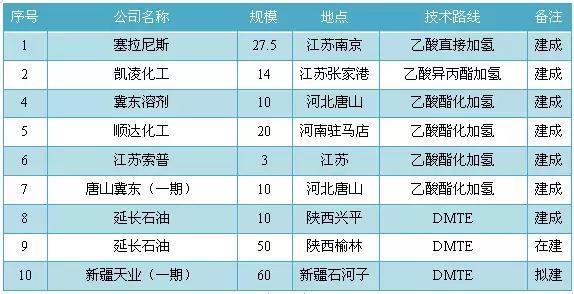
我国当前主要的煤制乙醇项目如表1所示。
表1 我国煤制乙醇项目(单位:万吨)
煤制乙醇发展趋势有这些看点
煤制乙醇技术的发展将有效解决粮食燃料乙醇产能不足、工业无水乙醇价格偏高的问题。未来,我国对基础化工原料需求依然保持旺盛,煤制乙醇技术仍将是需要重点开发和优化的核心技术。随着煤制乙醇技术的大面积推广,乙醇的上、下游产品,如乙酸甲酯、乙酸乙烯、甲基丙烯酸甲酯、乙烯、氯乙烯和苯乙烯等产品也必将迎来蓬勃发展。
煤制乙醇各技术单元在取得较大发展与进步的基础上,将不断开发高效催化剂,改进优化反应工艺和分离工艺,不断提高乙醇产品质量,推进装置的大型化,优化设备及换热流程设计,进一步降低生产的物耗、能耗。提高反应空速、原料转化率和目标产物选择性,降低催化剂装填量,提高催化剂使用寿命以及采用不同工艺组合优化等将成为煤制乙醇技术的主要发展方向。加快开发并形成原料多样化、产品结构灵活、绿色环保并具有自主知识产权的煤制乙醇及上下游产品成套技术,将对我国乙醇产业的发展起到积极的推动作用。