

引言
钢铁工业是我国国民经济的重要基础产业和实现工业化的支柱产业,同时也是能源消耗和大气污染物排放大户,钢铁工业是国民经济重要的基础原材料工 业,属于能源、水资源、矿石资源消耗大的资源密集型产业;在钢铁制造体系中大量的物质、产品流、大量能量转换过程、多种形式的排放过程和大量的废弃物都对 环境造成不同层次和不同程度上的影响,因此钢铁工业发展必然面临资源不足、环境污染的严重制约。
其中轧辊是使(轧材)金属产生塑性变形的工具,是决定轧机效率和轧材质量的重要消耗部件。轧辊是轧钢厂轧钢机上的重要零件,利用一对或一组轧辊滚动时产生的压力来轧碾钢材。它主要承受轧制时的动静载荷,磨损和温度变化的影响。
一、 轧辊选取,确定制造流程
1.轧辊选取要求
(1)板坯厚度大,轧辊必须具有较好的咬入性。
(2)板坯温度高,轧制速度较慢,轧件和轧辊接触时间较长。轧辊必须具有较好的抗热裂性、抗热疲劳性。
(3)工作辊直径大(Φ1210/1110mm)、辊身长度大(5050mm),承受的轧制力高,主电机带动工作辊传动。要求轧辊有较高的抗断裂性,轧辊辊身和辊颈必须有较高的强度。
(4)高的轧制温度也要求轧辊具有高温耐磨性。
(5)由于粗轧和精轧在同一机架完成,所以既要考虑到粗轧时轧件厚度大,宽度小,轧辊所受冲击大,轧辊使用面积少,轧件与轧辊间易出现打滑等。 也要考虑精轧时,轧件宽而长,轧辊使用面积大。同时,单机架四辊轧机,在轧制低合金专用钢和高强度品种钢时,要采用控制轧制和控制冷却技术,通常进行交叉 轧制,轧制温度低,轧制力大。要求轧辊具有耐磨性好、抗热裂性好、耐表面粗糙能力好、强度高、对热的敏感低等性能。
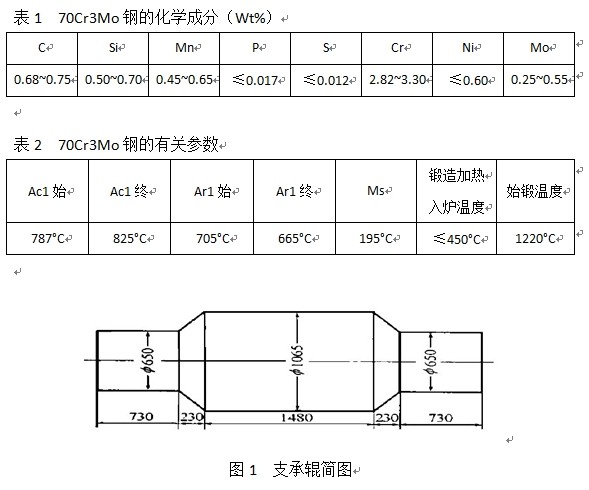
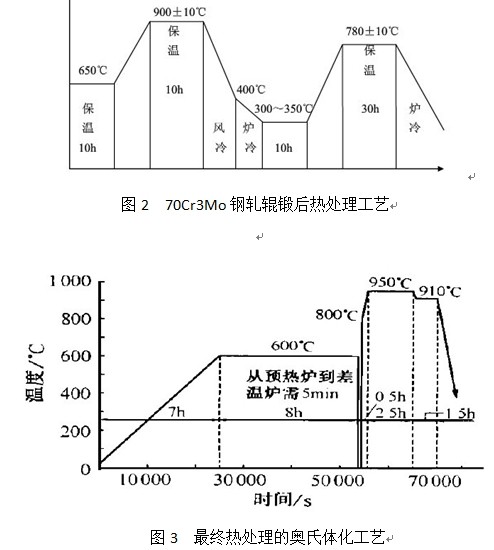
本练习以大型支承辊为分析对象。图2是支承辊简图,各部尺寸如图所示。支承辊所用材料为70Cr3Mo钢。表1和表2为其常用参数。假设其制造 全流程从冶炼开始。现场所采用的锻后热处理工艺如图3所示,最终热处理工艺如图4所示。奥氏体化结束后,将工件淬入油中,55min后出油转入温度为 3000C的回火炉中保温30h,然后出炉空冷至室温。要求辊身淬火后硬度达到75HS,有效淬硬深度为45mm(硬度为67HS处距表面距离),辊颈硬 度为40~45HS。
工艺流程:
配料→冶炼→LF/VD→铸锭→电渣重熔→加热→锻造→锻后处理→粗加工→调质→半精加工→感应淬火→冷处理→回火→精加工→包装
所选工艺中从冶炼开始,到回火结束是主要耗能阶段,其中主要计算冶炼、锻后处理、以及工件最终奥氏体化和回火消耗的能量和CO2排放量。
二.计算能耗和CO2排放量
标准煤的热值约7000 Kcal/kg;1 Kcal约等于4182焦耳
火电的发电热效率在35~37%;直接用天然气加热,热效率为35~45%;



