

80年代以来,塑料机械工业在我国获得了蓬勃发展,特别是塑料注塑机年生产能力已达万台以上,不仅满足了国内生产的需要,还大量出口创汇,为满 足这种机器高输出力、快速响应、高速、压力控制精度和重复精度的技术要求,国产注塑机几乎全部采用了液压传动和电液比例控制技术。为进一步提高精度,国外 还开发了过程变量:模腔压力、注射速度、螺杆转速等闭环微机控制的电液系统。我国在这方面也作了相应的研究。但是进入90年代以来,随着世界各国在环境保 护,如能耗、噪声、泄漏等控制方面日益严格的要求,节能已成为注塑机电液系统的研究重点。为降低能耗,德、日等国已开发了全电气传动控制的注塑机,并投放 市场。与电液控制相比,目前电气传动还存在无法实现集中控制,很难实现高精度的压力控制,必须经过中间转换装置才能实现直线传动等不足,但已向电液控制提 出了严厉的挑战。因此,电液控制系统必须在节能技术方面做出相应发展,才可能避免被全电控技术取代。
2、国产注塑机电液控制技术现状
目前国产注塑机几乎全部应用了电液比例技术,其技术特征是用三通型的比例调速阀控制速度,再在其上迭加比例压力先导阀控制系统压力。同最初采用 分离元件构成的系统相比,该系统虽可大大减少元件数量、简化结构,但因采用定量泵供油,工作过程中始终存在与流量有关的能量损失,特别是保压过程中,这部 分的能耗处于最大值。这样的系统在国外已很少采用。
3、负载感应注塑机电液系统
针对阀控电液控制系统有比较大能量损失的不足,国外发展了应用变量泵和电液比例阀结合的负载感应型的注塑机电液控制系统,原理如图1所示。执行 机构的运动速度将由流过比例节流阀的流量和变量泵相结合来控制。比例节流阀进出口油压反馈到变量泵控制机构的先导阀上,通过这一差压反馈调整泵的变量机 构,使泵输出的流量始终与负载所要求的相一致。这样就可消除采用定量泵加比例阀控制存在的与流量有关的能量损失,该系统在调整过程中,比例节流阀进出口两 端的压差保持恒定,这样通过比例节流阀的流量就可由电信号连续比例控制。这一压力差值一般为1.5-2MPa。当系统运行的压力达到比例溢流阀VDB1所 限制的设定值,系统就从流量控制状态转换为压力控制状态,系统仅输出维持压力所需的流量。采用这种阀和泵结合的方式,可以开环也可以闭环控制锁模机构、注 塑过程、背压以及辅助执行机构的运动。为了控制塑化过程中的充填压力,增加了溢流主阀VDB2,与比例先导溢流阀一起控制这一压力。
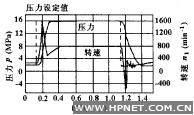
图1、负载感应型电液控制系统
4、应用p/Q比例复合泵的电液系统
采用阀泵结合的负载敏感控制原理,尽管可消除应用定量泵与三通比例阀所有的与流量有关的能量损失,但因比例节流阀存在固定的工作压差,仍存在较 大的节流损失、特别在高速阶段,这一损失就很大。消除这一部分能量损失的方法是应用压力、流量直接闭环控制的高响应变量泵作为动力源。简化的回路原理如图 2所示。
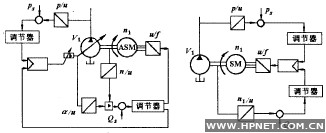
图2、应用p/Q复合比例泵的电液控制系统
该系统的最大优势就是不存在任何与流量和压力有关的能量损失。
为了提高动态响应速度,整个控制机构由差压控制型径向变量柱塞泵,含位置闭环的高速比例阀,以及压力传感器和位移传感器组成。控制流量由比例阀 与检测变量泵偏心量的位移传感器构成的位置闭环系统完成。通过压力传感器补偿因泄漏造成的流量损失,使泵输出的流量在0~10V内与设定值信号成线性比 例。控制系统压力由比例阀与压力传感器构成的电闭环回路完成,压力与流量两种控制状态的分离与转换由电子放大器根据设定信号自动完成。图3所示分别是该变 量泵分别控制压力和流量时的动态阶跃响应曲线。
图3、p/Q比例复合泵动态阶跃响应曲线
可见当系统的输出流量由0增大到90%时,响应时间约为50ms;而由90%输出流量减小为0时,响应时间约为30ms,系统压力的动态响应时间当负载容腔为4L时,小于200ms,均与高性能的比例阀相当,因而完全适合于注塑机的过程控制。
应用电液闭环p/Q比例复合变量泵,控制油源可以是由辅助泵提供,也可以由系统自身的油源提供。采用自身油源时,为了达到希望的动态特性,如图 3所示,必须在压力通道上串接一压力顺序阀,对系统进行预加载,使系统的最低压力提高到一定值(小于2MPa),使用时这一顺序阀与系统安全阀、卸载用的 单向阀集成在一个专用阀块上。
5、定量泵加变频调速电机电液系统
为了进一步降低能耗、减少噪声,最新一代的注塑机,用转速可调的电动机驱动液压泵作为动力源,如图4所示。为了满足塑机高动态响应的要求,可以 有两种原理供采用。一种是用价格低的异步电机通过变频调速与变量泵组成液压动力源(见图4(a)),另一种是用高响应的交流伺服电机驱动定量泵作为动力源 (见图4(b))。由于许多泵都规定了最低转速(n>200r/min),采用第一种原理控制流量时,当流量较小时通过改变泵的排量进行控制;而当 流量大于某一最小值后,通过改变电机转速进行控制,优点是可降低噪声。当控制压力时则通过改变泵排量进行。采用第二种原理时,电机成本较高,但泵的成本要 低,压力与流量均通过改变电机的转速闭环控制。图5是其闭环控制压力的动态响应特性。采用这两种原理,不仅完全没有节流损失,不需要控制泵变量机构的辅助 能源,并可极大地减少保压工况及空转工况(等待周期)的能量损失,这时电机处于停转状态,同时还可降低噪声,因此非常符合环保要求。今后的研究工作重点 是,通过提高变频调速电机驱动定量泵的动态快速性,降低这一系统的成本。
(a) (b)
图4、通过改变电机转速控制液压功率的原理
图5、AC伺服马达驱动定量泵闭环压力响应曲线
6、结论
应用变量泵与比例阀构成的负载感应系统,是电液控制中最基本的节能方法,已在国外的工程机械中被广泛应用,不足的是仍存在与流量有关的能量损 失;p/Q复合泵与变频调速电机驱动的定量泵均不存在任何节流量损失。相比之下,应用调频电机加定量泵可进一步减少空转能耗及噪声,更具竞争性,但应进一 步提高其动态快速性。
展望前景,进一步研究和开发应用二次调节原理可能量回收的注塑机电液控制系统,提高这一系统的效率,迎接电器与机械传动的挑战,将是非常有意义的工作。


