

内循环(IC)厌氧反应器是在上流式厌氧污泥床(UASB)反应器基础上发展起来的高效反应器。其依靠沼气在升流管和回流管间产生的密度差在反应器内部形成流体循环。
内循环提高了反应区的液相上升流速,加强了废水中有机物和颗粒污泥间的传质,使得处理同类废水时,该反应器的有机负荷达到UASB反应器的2~4倍。IC厌氧反应器具有高径比大、上流速度快、有机负荷高、传质效果好等优点,其去除有机物能力远超过UASB等二代厌氧反应器[3],代表着当今废水处理领域厌氧生物反应器的最高水平。当前,IC厌氧反应器被广泛应用于各类工业废水的处理,已经成为当今环保行业的研究热点。
1 IC厌氧反应器的基本原理及特点
1.1IC厌氧反应器的基本原理
IC厌氧反应器由两个UASB反应器上下叠加串联而成,其高度可达16~25m,高径比一般为4~8,主要由5个部分组成:布水区、第一反应室、第二反应室、内循环系统和出水区,其中内循环系统是IC工艺的核心结构。IC厌氧反应器的结构示意图如下。
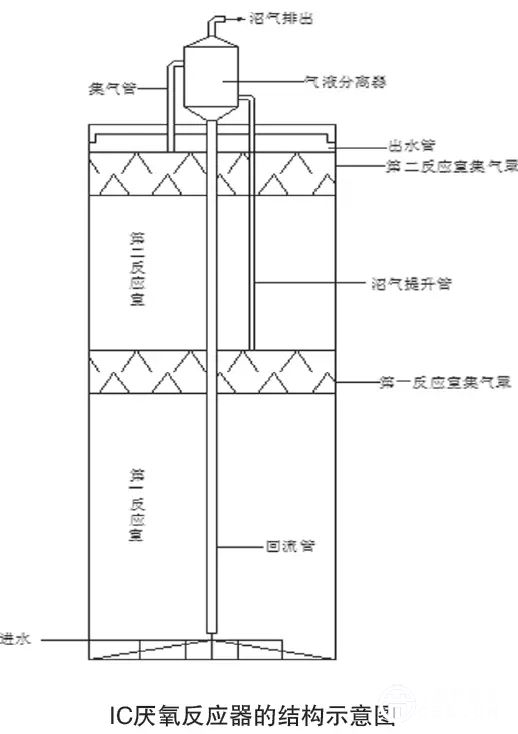
废水首先进入反应器底部的混合区,并与来自回流管的内循环泥水混合液充分混合后进入第一反应室进行污染物的生化降解,此处的COD容积负荷很高,大部分进水COD在此处被降解,并产生大量沼气。沼气由下层三相分离器收集,并沿着回流管上升。沼气上升的同时把第一反应室的混合液提升至IC厌氧反应器顶部的气液分离器,沼气在此处与泥水分离并被导出反应器。泥水混合物则沿着回流管返回反应器底部,并与进水充分混合进入第一反应室,形成内循环。经过第一反应室处理过的污水,会自动进入第二反应室继续处理。产生的沼气由第二反应室的集气罩收集,通过提升管进入气液分离器。第二反应室中的混合液在沉淀区进行固液分离,处理过的上清液由出水管排出,沉淀的污泥可自动返回到第二反应室。
1.2IC厌氧反应器的工艺特点
IC厌氧反应器独特的内循环系统,加强了废水中有机物和颗粒污泥间的传质,从而大幅提高了反应器的COD容积负荷,IC厌氧反应器的有机负荷是普通UASB反应器的3倍左右,同时反应器在保证去除效果的条件下,能达到较低的水力停留时间。IC厌氧反应器实际上是一种特殊的气提式反应器,其提升动力源自反应器中的自产沼气,这样反应器不必通过外力实现强制循环,节省了能耗。反应器中内循环系统的形成使得反应器内第一反应室的实际水量远大于进口水量,内循环水稀释了进水,提高了反应器的抗冲击能力和酸碱调节能力。在处理相同的废水时,IC厌氧反应器的容积负荷是普通UASB的4倍左右,因此其所需的体积仅为UASB的1/4~1/3,利于节省基建投资,而且IC厌氧反应器具有很大的高径比,占地面积非常小。
2 IC厌氧反应器的启动
由于目前国内已建立了许多生产性UASB装置,所以可以采用UASB反应器的颗粒污泥作为IC厌氧反应器启动时的接种污泥。当采用UASB反应器的接种污泥作为IC厌氧反应器的接种污泥时,则从UASB反应器的颗粒污泥演变为IC厌氧反应器的颗粒污泥,一般需要1~2个月的启动过程。丁丽丽等[4]采用UASB中的颗粒污泥接种IC厌氧反应器处理人工合成废水,反应器初次启动在40天内完成。王克浩等采用自行设计的一套IC厌氧反应器装置,接种啤酒厂生产废水消化污泥,采用人工配水对其进行启动运行,历时60天时间完成了反应器的启动。IC厌氧反应器的启动时间虽然比UASB要短,但要达到反应器内部的无动力内循环仍然需要较长的时间。现今,如何快速地启动反应器成为了学者们研究的热点。
3 内循环反应器的工业应用
3.1处理酒精废水
酒精是重要的化工原料,广泛应用于化学工业、食品工业、日用化工、医药卫生等领域。随着石油、煤炭等自然资源逐年减少,且不可再生,可替代能源的发展受到越来越多的关注。酒精燃料是一种可再生的清洁能源,已成为最佳替代能源之一。由此在生产酒精过程中产生的废水也越来越多,传统的厌氧工艺处理这类高浓度废水效果不理想。中粮生化(北海)能源有限公司采用荷兰帕克IC反应器处理木薯酒精废液,每天处理废水3000m3,进水COD在3万~3.5万mg/L,COD去除率达到90%。河南天冠燃料乙醇有限公司是一家燃料乙醇生产企业,引进了IC厌氧反应器,经过一段时间的调试,使容积负荷达到了12kgCOD/m3˙d,COD的去除率达到了93%。
3.2处理生物制药废水
随着生物制药行业的不断发展和壮大,生物制药工业给环境带来的压力越来越突出,目前生物制药工业是国家环境保护规划重点治理的12个行业之一。生物制药生产过程中产生大量废水,且成分复杂,有机污染物种类多、浓度高、色度深,处理难度大,尤其是有的制药废水还含有生物毒性物质,增加了生物制药废水的处理难度。皖北某公司将IC反应器用于抗生素废水的处理中,取得了良好的效果,IC反应器对COD的平均去除率达到了78%,出水COD在2000mg/L以下,能满足后续好氧和气浮处理负荷的要求,从而确保了整个废水处理系统出水的达标排放。
3.3 处理造纸废水
随着社会的进步与发展,人们对纸张的需求日益增大,使得全世界造纸工业得到迅猛发展。但随着纸张的产量和消费的增加,造纸工业用水量和废水排放量也随之增加。造纸工业废水排放量大,污染严重。造纸生产过程中,采用不同的原料或加工工艺生产的纸浆,其污染物发生量悬殊,各种制浆废水中会有多种对生物有害物质。在世界范围内,造纸工业水污染治理已经成为造纸行业乃至整个社会关注的热点,也是造纸工业生存发展的关键。河南新密一家以废旧纸板为原料生产瓦楞纸的造纸企业利用改进型IC厌氧反应器在常温下处理造纸废水,经过2个月的调试,反应器达到设计负荷12kgCOD/m3˙d。进水COD在10,000mg/L左右,出水COD稳定在1400mg/L左右。
3.4 处理啤酒废水
啤酒废水的高浓度部分来自糖化和发酵车间,其高浓度部分COD浓度为2000~4000mg/L。其低浓度部分的废水量大,COD浓度仅为300~800mg/L。啤酒废水的BOD/COD值在0.7左右,且不含明显抑制厌氧微生物生长的物质,具有可生化性强等特点。
全球已建成的IC厌氧反应器大部分用于处理啤酒废水。目前我国已有多家啤酒厂应用了此工艺。IC厌氧反应器和UASB反应器处理啤酒废水的对比情况见下表所示。由表可见,IC厌氧反应器处理啤酒废水的COD容积负荷可达15~30kg/m3˙d,水力停留时间为2~4.2h,去除率在75%以上,而处理啤酒废水的UASB反应器的COD容积负荷一般仅为4~7kg/(m3˙d)。

3.5其他废水的处理
IC厌氧反应器逐渐被应用于各种废水的处理,日照博源生化有限公司和山东柠檬生化有限公司都是采用荷兰帕克的IC反应器处理柠檬酸废水,进水COD在1万mg/L左右,COD去除率达到85%以上。某化工厂采用IC厌氧反应器处理PTA废水,废水经过调节池调节后泵入2台体积为1680m3的IC厌氧反应器,PTA废水TOC去除率达85%~95%。某印染厂应用IC厌氧反应器处理印染废水,COD去除率可达到80%以上,色度去除率达到70%以上。
4 结 语
综上所述,IC厌氧反应器具有容积负荷率高、处理容量大、投资少、占地面积小、启动速度快、运行稳定等优点,并在酒精、制药、啤酒、造纸、印染等工业废水的处理中发挥了较高的去除效果,在工程技术上已经趋于成熟。但对于我国来说,目前对于IC厌氧反应器在废水领域中应用的研究还不够深入,仍有不少值得研究的地方。今后,应更加注重扩大IC厌氧反应器在废水领域中的应用范围,深入研究反应器动力模型的合理性和实用性,以及反应器的快速启动及颗粒污泥的培养技术等内容。




