

太钢冶炼综合废水集炼铁、烧结、煤气洗涤、炼钢、连铸等生产工艺用水为一体,并混有厂区少量生活污水,是典型的钢铁工业综合废水,其含有大量的悬浮物、有机物、胶体、金属离子和无机盐,水质指标变化幅度较大。其废水处理工程采用了压力溶气气浮(DAF)技术,并于2000 年投入使用。然而自投用以来,DAF 一直未连续稳定运行, 存在的主要问题是:气浮池出水水质达不到工序控制指标(油≤5mg/L), 导致后工序纤维球过滤器运行负荷增大、频繁反冲洗;设备选型与实际工艺现状不匹配,如释放器堵塞现象严重,池面没有微气泡溢出;气浮泵进水管设置的手动型射流吸气阀,既影响溶气罐的“气水比”调控操作又增加气浮泵的冲击负荷。2007 年在单套DAF 装置试验性改造的基础上,对冶炼废水处理的气浮系统从设备、工艺、设施等方面进行了优化性改造,实现了设备稳定运行、工序水质指标达标。笔者介绍了DAF 在钢铁工业综合废水 中处理的应用情况,以期为国内同行提供参考。
1 工艺流程简介
1.1 废水处理工艺流程
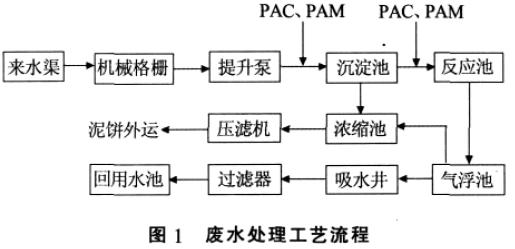
来自各生产单位的工业废水经管道或暗涵等最终汇入总废水明渠,进入污水处理系统。首先经机械格栅去除较大的杂物、漂浮物,经渣浆泵提升至中心配水井, 第一次投加PAC 和PAM;4 座辐流沉淀池的出水经方形明渠自流汇合进入机械反应池,在反应池前端再次投加PAC 和PAM, 经充分搅拌混合后进入12 格气浮池。气浮池出水经水泵加压送至纤维球过滤器处理后,进入厂区回用水池循环使用。废水处理工艺流程如图1 所示。
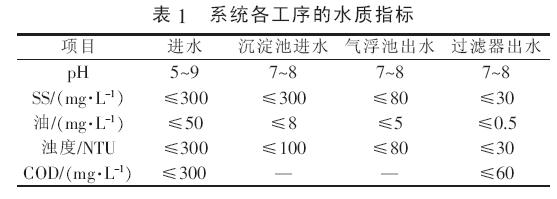
1.2 水质指标废水处理系统水质指标见表1。
2 气浮系统
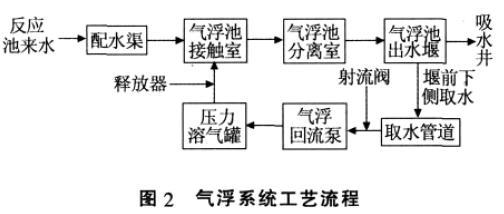
压力溶气气浮适用于处理低浊度、高色度、有机物含量高、含油量高的废水,其特点是:水力负荷高,气浮池紧凑,产生的气泡不仅微细、力度均匀、密集度大,而且上浮稳定,对液体扰动微小。本工程中气浮系统的工艺流程见图2。
2.1 主要设计参数
气浮池共12 格,分为6 个气浮单元,每2 个气浮池构成1 个气浮单元,配1 套气浮回流泵、1 套压力溶气罐2 格气浮池。系统总处理水量3 500 m3/h,单格气浮池处理水量约300 m3/h。单个池子尺寸18 m×5.5 m×2.5 m, 有效水深2.0 m, 停留时间为35 min,回流比40%,溶气罐压力0.50 MPa,释放的气泡D 20~40 μm。
2.2 主要设备
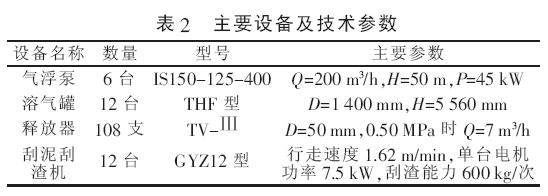
气浮系统的主要设备包括压力溶气系统、溶气释放系统、气浮池和刮泥刮渣机等,其主要设备及工艺技术参数见表2。
回流比是指经气浮设施处理后的溶气水量与待处理水量的比值。原设计回流比为40%,由于设计的回流比较高,即气浮泵的流量大,因此实际运行中出现:气浮池的处理负荷增加、HRT 缩短、回流气浮泵的电机功率相应增大等问题。为此通过调节每格气浮池内8 套释放器支管DN 50 阀门的开度,将回流比由40%降低为18%~22%, 即每格气浮池的回流水量由100 m3/h 降低为45~55 m3/h, 不仅保障了气浮的处理效果,还有效减少了电能消耗,6 套气浮单元至少可节约电费5.83 万元/a。
3.2 空气的导入方式
原设计采用射流吸气方式, 并在气浮泵的进水管道上安装DN 50 射流式吸气阀。按照这一吸气方式, 运转中水泵利用负压将常压状态下的空气裹挟导入,在叶轮的离心旋转下,将气体打碎、溶解,进而形成饱和溶气。然而在运行中发现,由于是在水泵的进水管导入空气, 所以直接对水泵的稳定运转产生了负面影响,致使水泵检修较为频繁,轴承运转寿命不足2 个月。另外气浮泵的每次开停,都必须调整吸气阀的开度,操作比较繁琐,而吸气阀的开度大小,将决定回流水中空气的溶解度。
调整优化时,将生产现场管道中的压缩空气(压力值≥0.5 MPa)通过D=20 mm 的管道直接引入气浮装置的溶气罐,不仅有效减缓了气浮泵的振幅,使轴承运转寿命大于4 个月, 而且便于生产运行的管理,简化了操作环节。
3.3 溶气罐结构和气水比的调控
原有溶气罐内部无附属部件或填料, 外部未设置液位等检测仪器。水相和气相在溶气罐内的混合,即气水比的调控效果差。溶气罐内水位高低是影响气浮效果的重要因素。水位太高,缩小了水气接触的有效容积,溶气效果不好;水位太低则缺乏必要的缓冲水深,气体会穿过水层进入气浮池形成大气泡,气浮效果也不佳。对溶气罐采取以下的优化改进:在溶气罐内部设置多孔隔板,并装填规格为D 75 mm×75 mm 阶梯环,材质为聚乙烯,填充厚度为0.6 m;在溶气罐罐体高度的1/2 处安装液位浮球开关, 在压缩空气管道上安装电磁阀。
隔板的设置和阶梯环的装填, 增加气水接触面积90 m2,改善了溶气罐内空气在水中的溶解。浮球液位开关和电磁阀相连锁,罐内液位高,电磁阀通,补入压缩空气;罐内液位低,电磁阀断,切断压缩空气。由此较为成功地解决了气水比调控问题。
3.4 接触区的结构设置
气浮池的接触区表面积和隔墙高度, 是影响气浮效果和出水水质的重要因素。含气絮凝体的水平分速度有限, 如果气浮池接触区表面积过大或隔墙的高度较高,当水平分速度为零时,含气絮凝体仍处于接触区的区域内,导致杂质的二次沉降。原气浮池设置的接触区容积偏大,停留时间约120 s;隔墙的高度较低,约1.2 m。
参照相关专业手册和成熟案例, 对气浮池的结构作出调整:缩小接触区容积, 水力停留时间≤60 s〔1〕;增加隔墙的高度,使其低于池内水面0.20~0.25 m。隔墙的顶部设置倾角45°导板,倾斜导板的宽度约120 mm。导板的设置,使气泡附着物出接触区前先折流上浮,从而提高气浮效果。
3.5 接触区泥砂沉积的影响
待处理废水在进入气浮池前,SS≤60 mg/L。随着运行周期的延长, 部分颗粒物或杂质沉积于接触区内,过流断面相应地减小,气泡附着物的合速度矢量更会向下偏转〔2〕。如此,部分絮状物的上升速率减弱。针对这一现象,要增强气浮效果,尽可能地增大接触区的过流截面, 使出该区的水流在水平方向上的速度值降低,合速度逼近垂直方向。对密度大的杂质和悬浮物含量较高的来水, 应强化前工序的预沉处理,控制气浮池的进水SS≤40 mg/L,气浮池的进水流速控制在0.1 m/s 以下。
接触区与分离区的原有隔墙, 其底部与砼池底为一体浇筑成型。改进的钢制隔墙底部与池底预留约100 mm 间隙,便于接触区内的积泥排泄,保障了接触区容积和过流截面。同时修订岗位操作规程,将原有气浮池底部积泥清理周期由1 次/季度调整为1 次/月。
3.6 释放器的选型
废水处理系统最初采用TJ 型释放器,出口通道易被水中的杂质堵塞,影响气浮效果,释放器的清理工作较为频繁。改进后全部采用D=50 mm 的TV 型释放器,并安装在距进水端池壁≤200 mm、池底部≤200 mm 处。TV 型释放器具有的优点:当出现堵塞时,接通压缩空气即可使下盘下移,增大水流通道而使堵塞物排出。
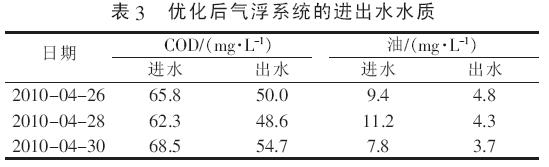
4 优化后气浮处理出水效果
优化后气浮处理出水效果达到了要求的控制指标,结果见表3。
5 结论
(1)在对钢铁企业废水的处理中,采用部分回流加压气浮法可有效提高油、COD 去除率, 系统运行稳定,满足回用水质要求。
(2)通过对溶气罐的改进,增加隔板、装填阶梯环、浮球液位开关和电磁阀等,溶气效果得到提高,自动调整气、水混合比,便于生产操作、稳定运行。
(3)泵后进气方式优于泵前进气,可延长气浮泵运转周期;在保障气浮池出水水质指标前提下,适当降低回流比,节省电能消耗。




