

火力发电厂消耗我国煤炭总产量的50%,其排烟热损失是电站锅炉各项热损失中最大的一项,一般在5%~8%,占锅炉总热损失的80%或更高;为降低锅炉排烟温度,降低机组供电煤耗,需加装烟气余热利用系统,利用烟气余热加热凝结水,实现节能减排的目的。
一、背景
火力发电厂消耗我国煤炭总产量的50%,其排烟热损失是电站锅炉各项热损失中最大的一项,一般在5%~8%,占锅炉总热损失的80%或更高;为降低锅炉排烟温度,降低机组供电煤耗,需加装烟气余热利用系统,利用烟气余热加热凝结水,实现节能减排的目的。大唐三门峡发电有限责任公司#4机组低温省煤器设计锅炉排烟温度降低至100℃,低温省煤器进水温度为70℃,凝结水取水方案为从#6低压加热器入口取一路水源,从#8低压加热器入口取一路水源,两路水源混合后至低温省煤器入口,此设计的优点:低温省煤器入口水温较低,减小低温省煤器烟道换热面积,降低工程造价;缺点:在#7、#8低压加热器入口引一路水源,导致#7段抽汽、#8段抽汽的抽汽量受排挤,造成机组热耗损失,对低温省煤器节能效果造成一定影响,为保证低温省煤器入口水温,同时降低机组热耗损失,在此背景下提出了#7低加入口取水的方案,以保证#8段抽汽量不被排挤,减少机组热耗损失。
二、改造方案
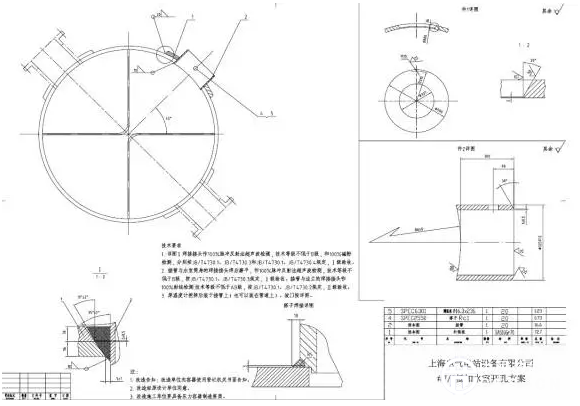
上海电气电站设备有限公司#7、#8低压加热器为合体结构,#7、#8低压加热器水室为#7低压加热器入口,要从#7低压加热器入口取水,则需在#7、#8低加水室开孔。
#7、#8低加水室开孔方案具体如下:
1、 进入水室筒身内部,采用油布(或其他工具)将管板管口防护好,防止有杂物进入换热管内部。
2、 在水室筒身上划开孔位置线(开孔位置如图2),开孔直径≤所取水管道外径+4mm。沿着开孔位置线,采用碳刨弧切入水室筒身进行开孔,距离筒身内壁约1.5mm处停止碳刨,不要将筒身割穿。采用砂轮或磨轮将开孔割开,卸下开孔余料之前需将其固定住,防止坠落。
3、 按图纸要求,采用砂轮打磨开孔坡口。砂轮打磨的同时采用洗尘器清理灰尘,坡口位置需修磨光滑,不得有缺口。打磨完毕后,清理筒身内杂物。
4、 将补强板套入接管,并将补强板与接管或法兰固定好,防止补强板下滑。
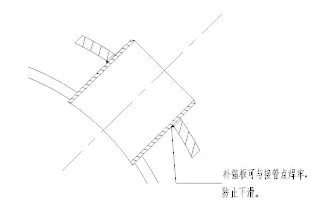
5、 将接管与水室筒身摆搭并点焊牢,接管与筒身内角焊缝焊妥,外角焊缝采用碳刨清根并砂轮修磨,再将外角焊缝焊妥。接管与筒身焊接,选用J507焊条,规格:F3.2mm或F4.0mm或F5.0mm,电流:90-120A(F3.2mm)、130-180A(F4.0mm)、180-220A(F5.0mm),焊工资格代号:SMAW-FeI-2FG(K)-12/60-Fef3J或其他可替代的焊工资格。
焊妥后,采用砂轮修磨接管与筒身内、外角焊缝,然后内角焊缝作100%UT,外角焊缝作100%MT,分别按JB/T4730.1、JB/T4730.3和JB/T4730.1、JB/T4730.4规定,I级验收。
6、 采用砂轮修磨去除补强板与接管点焊缝,将补强板与接管及水室筒身摆搭,并焊妥。补强板与接管焊接,选用J507焊条,规格:F3.2mm或F4.0mm或F5.0mm,电流:90-120A(F3.2mm)、130-180A(F4.0mm)、180-220A(F5.0mm),焊工资格代号:SMAW-FeI-2FG(K)-12/60-Fef3J或其他可替代的焊工资格。补强板与筒身焊接,选用J507焊条,规格:F3.2mm或F4.0mm或F5.0mm,电流:90-120A(F3.2mm)、130-180A(F4.0mm)、180-220A(F5.0mm),焊工资格代号:SMAW-FeI-2F(K)-Fef3J或其他可替代的焊工资格。
焊妥后,砂轮修磨焊缝,补强板与接管焊缝、与筒身焊缝作100%MT,按JB/T4730.1、JB/T4730.4规定,I级验收。加强板通压缩空气检查焊缝,压力0.4~0.5MPa。
7、 将搭子与接管摆搭,并焊妥焊缝。选用J507焊条,规格:F3.2mm或F4.0mm或F5.0mm,电流:90-120A(F3.2mm)、130-180A(F4.0mm)、180-220A(F5.0mm),焊工资格代号:SMAW-FeII-2FG(K)-12/60-Fef3J或其他可替代的焊工资格。
焊妥后,砂轮修磨焊缝,焊缝作100%MT,按JB/T4730.1、JB/T4730.4规定,I级验收。
8、 将测温座与搭子摆搭,并焊妥焊缝。选用J507焊条,规格:F3.2mm或F4.0mm或F5.0mm,电流:90-120A(F3.2mm)、130-180A(F4.0mm)、180-220A(F5.0mm),焊工资格代号:SMAW-FeI-2F(K)-Fef3J或其他可替代的焊工资格。
9、 其中接管与筒身、补强板,补强板与筒身焊前均需预热100℃以上,焊后应立即作去氢处理,方可冷至室温,去氢处理温度250~300℃,保温≥2小时。
三、结论
1、火电厂烟气余热利用系统取水方案优化后,即保证低温省煤器入口水温,减小低温省煤器换热面积,降低了工程造价,又保证#8段抽汽量不被排挤,减少机组热耗损失,大大提高机组效率。
2、上海电气电站设备有限公司#7/8低压加热器为合体结构,其水室开孔方案技术难度高,开孔工艺复杂,是#7低加入口取水难点,此方案彻底解决了这一难题。



