

我国是一个贫油、少气、富煤的国家,煤炭在一次能源的生产和消费结构中占到了70%以上。中国能源以煤炭为主的状况,在今后很长一段时期内都不会改变。近年来,由于石油价格居高不下,煤化工行业得到了迅速发展。虽然煤化工产品如柴油、汽油、航空煤油等在一定程度上替代了石油产品,但是它同时也带来了空前的环境压力。其中,水资源的过度使用和破坏被认为是最严重的问题。有研究表明,煤化工企业每生产1 t产品,直接液化需要6~7t水,间接液化需要8~12 t水,煤制甲醇需水10~17 t,而煤制烯烃则需水20~30 t。然而,我国的煤炭储量和水资源呈逆向分布,煤炭资源丰富的西部和北部地区多为干旱地区,水资源稀缺。另外,煤化工作为高污染高排放企业,如果其产生的大量废水不能得到有效处理就直接排放,必将对周边环境造成巨大污染。因此,未来如何深度处理煤化工废水,如何对处理后的水进行合理循环利用,从而降低污染物排放总量进而达到近零排放,是煤化工产业进一步发展亟待解决的问题。
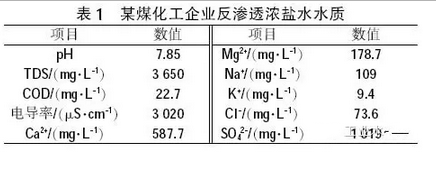
反渗透技术是一种先进的膜分离技术,目前广泛应用于电子、食品、制药和化工等领域。包头某煤化工公司采用石灰软化、超滤(UF)和反渗透(RO)的组合工艺对煤化工废水和生活污水进行深度处理,其反渗透系统处理规模可达到1400 t/h。经过处理后,水的回收率可以达到65%以上,可作为循环冷却水进行回用。然而,反渗透技术的本质作用是分离污染物,并不能对污染物进行降解,在处理过程中仍会产生约35%(约450t/h)的反渗透浓缩液。乌海某焦化厂废水总量为430 t/h,其中焦化厂循环废水230 t/h,生化废水200t/h。为了缓解供水不足,该厂采用膜生物反应器(MBR)和反渗透系统对废水进行处理回用。经计算,目前约有350t/h处理后的水得到循环利用,从一定程度上解决了该地区煤炭资源相对丰富和水资源极度匮乏的矛盾。然而,反渗透所产生的浓缩液也达到了81 t/h,其COD约为50mg/L,电导率约为1 000μS/cm。虽然在传统工艺中浓盐水可用于湿法熄焦,但在2004年我国制定的“关于清理规范焦炭行业的若干意见”中明确规定,年生产能力为60万t以上的焦炭投资项目必须同步建设干熄焦装置。鄂尔多斯某煤制油公司反渗透浓缩液总量为90t/h,经过3T曝气生物滤池工艺处理后,其回用水COD、总氮和色度仍然较高,处理难度较大。反渗透浓缩液一般具有高盐分的水质特点(见表 1),有的还含有较高的COD及难降解污染物,若直接排放必将会对土壤、地表水等产生污染,同时造成水资源的浪费,增加企业运行成本。目前,一些企业将反渗透浓缩液未经进一步处理就排入蒸发塘中,超过蒸发塘设计承载能力,导致后续污水无法处理。因此,如何进一步处理反渗透浓缩液,提高水资源利用率并最终实现近零排放对煤化工行业具有重要意义。
1、反渗透浓缩液的处理技术
1.1蒸发塘
蒸发塘是一种传统的自然蒸发技术,具有建造成本低、运行稳定、维护简单、寿命长、抗冲击负荷好等特点。目前该技术在国内某些大型煤化工项目中已得到广泛应用,已经建设的蒸发塘工程包括大唐阜新、新疆庆华、国电赤峰等。蒸发塘利用的是太阳能,在充足的日照下,浓盐水逐渐蒸发,然后结晶并最终填埋。因此,该技术对地理位置、气候条件有着严格要求。研究表明,只有多年平均蒸发量达到降雨量的3~5倍以上的地区才适合使用蒸发塘工艺。另外,从目前国内几个运行实例来看,蒸发塘面积和容积偏小,蒸发速率过慢,导致蒸发塘不断扩建,无法达到零排放的目的。
蒸发塘的深度是另一个重要因素。有研究表明,蒸发塘的最佳深度为25~45 cm,此种深度下可以达到最大的蒸发速率。蒸发塘的蒸发速率一般为4L/(m2˙d),为了加快蒸发,在风力协助下使用某些吸水材料成为一种可行的方案。J.M. Arnal等测试了不同的吸附材料对提高蒸发速率的影响,结果表明,吸附剂的使用可以有效加快水面蒸发,提高总体蒸发速率;其中含有65%纤维素和35%棉花的长方形布状多孔材料是最有效的吸附剂,其孔径大约为26nm。另外,增加空气流动速度也是提高蒸发速率的有效方法。
1.2多效蒸发器
多效蒸发是将2个或多个蒸发器串联起来进行操作的过程。前一蒸发器内蒸发时所产生的二次蒸汽可以作为后一蒸发器的加热蒸汽,只要后一蒸发器内的压力和溶液沸点较原来蒸发器中的低,则引入的二次蒸汽即能起到加热热源的作用。每一个蒸发器称为一效,通过循环利用蒸汽,重复利用了热能,从而降低了能耗成本。郭杰等利用三效蒸发系统对反渗透浓盐水进行了中试处理研究,其工艺流程如图 1所示。
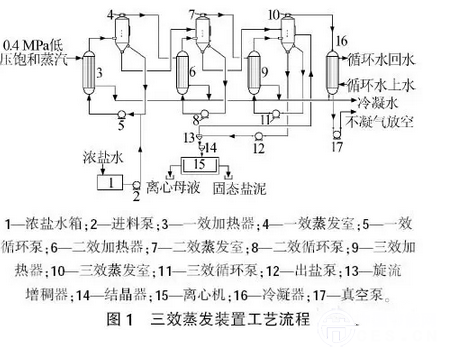
反渗透浓盐水首先经过0.4MPa低压饱和蒸汽进行加热,再依次进入一效、二效、三效蒸发器进行蒸发,前一效蒸发器蒸发出来的蒸汽可以作为后一效蒸发器的热源。最终蒸汽经过冷凝器冷却成冷凝水,进入淡水箱。回收的冷凝水电导率<200μS/cm、COD<10 mg/L、NH4+-N<2mg/L,达到水质回用要求。另一方面,从三效蒸发器中排出的饱和物料进入到旋流增稠器,其中的稀溶液进行外循环,而浓物料则进入结晶器和离心机,最终转化成固态盐泥。
由于多效蒸发过程的能耗主要来自蒸汽,而在大多数的煤化工企业项目中,蒸汽是一种副产品,容易得到,成本较低,因此,多效蒸发技术非常适合煤化工废水的处理。然而,在实际操作过程中,由于结垢作用,多效蒸发设备的蒸发量随着使用时间的增加会逐渐减少,所以如何控制和清除多效蒸发过程中的盐垢从而提高蒸发效率,是未来研究的方向。
1.3电渗析
电渗析是一种以电位差为推动力,利用离子交换膜的选择透过性,从溶液中脱除或富集电解质的膜分离操作。其主要过程如下:含盐废水进入到电渗析器后,水中阴、阳离子分别向阳极、阴极方向迁移,由于阳膜、阴膜的选择透过性,就形成了交替排列的离子浓度减少的淡室和离子浓度增加的浓室,分别得到脱盐淡水和浓缩盐水。电渗析技术最初用于海水淡化,目前已经成为一个大规模的化工单元过程,广泛应用于各个行业,如化工、医药、电子、冶金等。电渗析技术一般适于处理含盐质量浓度为500~4 000 mg/L的废水,当待处理水的含盐量较低时,则经济性较差,可采用与离子交换相结合的方法。
近年来,一些新的电渗析技术得到了长足发展,如频繁倒极电渗析、填充床电渗析、高温电渗析、无极水电渗析、无隔板电渗析、双极膜电渗析等。其中,频繁倒极电渗析系统具有自动倒转电极极性并同时自动改变浓水和淡水的水流流向的功能。频繁倒极电渗析可防止膜堆内部结垢,减轻黏性物质在膜面的附着和积累,其操作电流高,因此原水回收率高,稳定运行周期长。美国通用电气公司(GE)使用频繁倒极电渗析技术,在西班牙巴塞罗那建立了目前世界上最大的电渗析厂,其总装机容量为1×106 m3/d,共采用576个电渗析膜堆,每天产水约20万t。另外,E. Korngold等的研究表明,利用电渗析技术将含盐质量分数为0.2%~2%的浓盐水浓缩到含盐质量分数为12%~20%时所需要的能耗大约为1.0~7.0kW˙h/m3,大大低于热蒸发所需要的能耗(25kW˙h/m3)。然而,电渗析技术仍然存在一些技术难点,例如,如何减轻电渗析膜上的结垢现象从而降低能耗。有研究表明,CaSO4是膜污染的主要来源,如果在系统中增加CaSO4沉淀池则可有效缓解电渗析膜上的结垢问题,从而降低能耗,延长电渗析膜的使1.4膜蒸馏
膜蒸馏是将蒸馏工艺和膜分离技术相结合的高效液体分离技术,它利用疏水性膜两侧透过组分的蒸汽分压差作为传质推动力。在膜蒸馏过程中,热侧液体中的水分子通过蒸发气化通过疏水膜的微孔,其他非挥发性离子则被膜截留,从而实现液体分离。
膜蒸馏工艺包括直接接触膜蒸馏、空气隙膜蒸馏、气扫膜蒸馏、吸收膜蒸馏和减压膜蒸馏等。其中,减压膜蒸馏在膜的透过侧抽真空,可以形成膜两侧更大的蒸汽压差,与其他工艺相比,其具有更大的膜通量,近年来被应用于反渗透浓盐水的处理。与传统蒸馏工艺相比,膜蒸馏所需的操作温度范围在60~80℃,降低了能耗。另外,由于膜组件的使用也大大减小了设备的占地面积。经模拟实验证明,当使用减压膜蒸馏处理反渗透浓缩液时,浓水的回收率可以提高5倍以上。然而,在实际的反渗透浓缩液处理中,水中污染物结垢造成的膜污染问题会导致膜通量降低,影响膜蒸馏效率。其中,腐殖酸等有机污染物以及由Ca2+结垢形成的CaSO4和CaCO4对膜通量的影响尤为明显。目前,可以使用碱石灰软化反渗透浓缩液,加速钙盐的沉淀,降低硬度,缓解膜污染问题。然而,如何进一步结晶浓缩液中的NaCl等盐类,是目前膜蒸馏技术真正实现商业化的难点。
1.5其他辅助技术
除了含有高盐分外,反渗透浓缩液中一般还含有一定浓度的有机物,这些有机物同样会造成环境污染。另外,当COD较高时,还会影响到电渗析、膜蒸馏等技术的除盐效果,造成膜污染,降低处理效率。因此,需采用适当的处理技术来去除浓缩液中的有机组分。作为一种深度处理技术,高级氧化法近年来得到了快速发展,如臭氧氧化法、光催化氧化法、Fenton氧化法等。在高级氧化过程中,起主要作用的是羟基自由基(˙OH),通过自由基与有机化合物之间的加合、取代、电子转移、断键等,使废水中的有机物得到降解,直至达到完全矿化。高级氧化法尤其适用于小流量、高浓度、难降解的有机废水。T. Zhou等进行了臭氧氧化处理反渗透浓缩液的可行性实验研究,结果表明,臭氧氧化单独作用只能去除水中大约22%的可溶性有机物,而在光催化的协同作用下,去除率可提高到52%。臭氧氧化过程需准确控制臭氧浓度,从而控制成本和氧化效率,一般来说,中等浓度的臭氧(5~10 mg/L)较为适宜。A. Y. Bagastyo等利用UV/H2O2的光催化氧化作用处理反渗透浓缩液,COD去除率达到50%~55%;而当使用TiO2作为光催化剂时,COD去除率达到95%以上。另外,Fenton反应(Fe2+ 10 mmol/L,H2O2 10 mmol/L)在pH=3时对反渗透浓缩液中溶解性有机物的去除率也可达到50%以上。
2、反渗透浓缩液近零排放工艺流程
反渗透浓缩液近零排放工艺一般使用几种不同的流程,如图 2所示。其中,流程①是最基本的流程,其直接使用二级反渗透系统对一级反渗透的浓缩液进行进一步的浓缩。有研究表明,二级反渗透后水的总体回收率可以达到88%~99%。
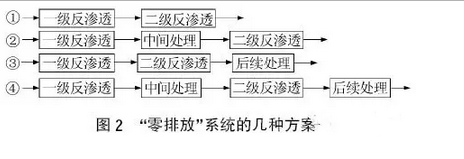
然而,一级反渗透后的浓缩液中多含有大量钙镁等金属离子,容易形成沉淀并造成二级反渗透膜的污堵,从而增加能耗,降低产水效率。因此,一些研究者提出在一级和二级反渗透之间增加一个处理过程来缓解二级反渗透膜的污染问题,即流程②〔18, 19〕。C. J. Gabelich等在两级反渗透中间增加了化学沉淀除盐处理,Ca2+、Ba2+、Sr2+和二氧化硅的去除率分别达到了94%、97%、88%和67%以上,有效缓解了二级反渗透膜的结垢现象,使水的总体回收率达到95%以上。另外,在A. Rahardianto等的研究中,在二级反渗透前首先通过石灰处理将CaCO3沉淀出来,然后利用石膏晶种进一步将CaSO4结晶出来。由于增加了这一中间处理流程,总体水的回收率从63%增加到了87%以上。
流程③是在二级反渗透之后增加一个后续处理过程来进一步提高水的总体回收率,如膜结晶技术、析出处理、电渗析等。F. Macedonio等利用反渗透技术对苦咸水进行了脱盐研究。进水在进入反渗透系统前,先通过离子交换树脂进行预处理,使50%~60%的有机污染物得到去除;随后,进入反渗透系统进行处理;产生的反渗透浓缩液再进入风力增强型蒸发系统和膜结晶器,得到进一步浓缩。在膜结晶器中,水力停留时间和温度作为关键条件得到最优化控制。结果表明,膜结晶技术和蒸发技术相结合可以对含有不同有机污染物的反渗透浓缩液进行有效后续处理,进一步提高水的总体回收率。在不添加阻垢剂的情况下,反渗透处理可以达到75%的回收率。但是此过程需在较低pH条件下进行,以避免钙镁离子沉淀出来;而当添加阻垢剂时,反渗透水的回收率可以达到88%以上。值得关注的是,此工艺流程中采用的风力增强型蒸发系统与传统的蒸发塘相比,投资减少了30%以上。R.Y. Ning等对二级反渗透后浓缩液中的各种盐分的比例构成进行了研究,并在蒸发结晶前采取沉淀法对二级反渗透浓缩液进行预处理,大大减少了硫酸盐结垢现象的出现,从而降低了蒸发结晶的成本。另外,M.Turek等将电渗析工艺用于反渗透浓缩液的后续处理,水的回收率达到91.6%。
流程④是将前几种工艺流程结合起来,由于同时增加了中间处理和后续处理,水的总回收率得到了进一步提升。中间处理可以采用软化处理,而后续处理可以采用蒸发结晶的方式,最终达到反渗透浓缩液的近零排放。近来,有研究学者应用此流程进行了零排放研究,如图 3所示。
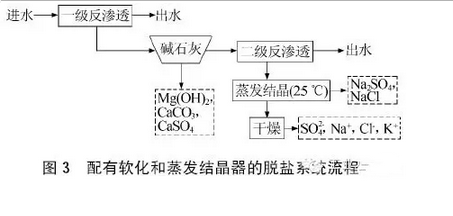
其利用碱石灰软化一级反渗透浓缩液,产物主要为Mg(OH)2、CaCO3和CaSO4,去除率分别为51%~58%、95%和92%以上。由于增加了中间软化处理过程,二级反渗透膜污染大大减小,处理费用大大降低。另外,二级反渗透后的后续处理采用了蒸发结晶技术,结晶产物主要为Na2SO4和NaCl,分别占总量的86%~88%和5%~14%。最后剩余液体经过干燥处理,主要含有Na+(质量分数为35%~40%)、SO42-(质量分数为17%~33%)、Cl-(质量分数为25%~41%)和K+(质量分数为1%~5%)。最终的浓缩液只占反渗透浓缩液出水的1%,已经接近零排放的目标。因其黏稠度较高,流速过慢,应采取其他方法进行处理,例如进行焚烧等处理过程。
其他中间处理过程还包括液体流化床结晶技术、活性氧化铝吸附技术和离子交换技术。目前,液体流化床结晶技术在美国得到了较大规模运用。与传统软化处理过程相比,采用液体流化床结晶技术所产生的固体体积更小,处理成本可以降低50%~70%左右,能耗降低60%~75%左右。
虽然上述工艺可以应用于各种反渗透浓缩液的处理,但是对于煤化工废水而言,由于污染物浓度较高,废水在进入反渗透之前必须经过严格的预处理操作。目前,一般反渗透膜组件对进水有机物含量都有着较为严格的要求(CODMn<1.5mg/L)。因此,必须采取有效的预处理降低反渗透进水COD,例如生化处理和高级氧化等,从而减轻一级和二级反渗透膜的污染问题,为最终的盐分结晶及近零排放创造条件。
以鄂尔多斯某煤直接液化项目为例,项目产油能力为320万t/a,其煤化工废水“零排放”方案主要包括预处理部分、膜处理部分和蒸发结晶部分。在预处理部分,废水首先进入高效沉淀池进行处理,经过石灰软化、絮凝、澄清,水质得到软化,并降低了部分COD和悬浮物。随后,经V型滤池过滤后的废水进入超滤膜处理系统,进一步去除污水中的细菌、悬浮物、胶体物质和大分子的污染物,使出水达到反渗透进水的要求。在反渗透系统中,绝大部分无机盐以及有机物等被截留。反渗透系统采用一级两段形式,水的总体回收率达到90%以上。最后,浓水进入蒸发器系统进行结晶。此项目中的蒸发器为立式降压式设计,采用蒸汽压缩形式。盐水从底部物料罐循环至顶部物料罐,通过物料分配系统进入换热管,并在管壁上形成物料膜,在盐水物料通过换热管的过程中水分蒸发,盐水和二次蒸汽从换热管底部进入底部物料罐与循环盐水混合,盐水完成少量的浓缩。二次蒸汽经过消雾气后再经过机械蒸汽压缩机调高压力,并在换热管外壁冷凝,而蒸发器中浓缩盐水则被泵入结晶器原水箱。此项目中蒸发器的处理能力为100t/h,出料液盐质量分数为22%~24%;结晶器处理能力为35t/h,脱水后的盐泥含固率为80%。目前,虽然装置处理效果较好,但处理成本较高。因此,未来如何放大处理规模,简化处理流程,进而有效控制成本是设计研发时需要考虑的重点。
3、结论
“零排放”是目前煤化工领域研究的热点。随着国家法律法规的日益严格,环保要求不断升级,如何解决好煤化工企业的废水排放问题是企业能否生存的关键。目前,“零排放”主要面临的现状是废水处理难度大,处理成本过高,造成企业负担过重。尽管已有双膜法应用于煤化工废水处理的成功案例,但如何高效地处理反渗透带来的浓缩液仍然面临挑战。传统工艺如蒸发塘技术、多效蒸发技术都面临着最终产物结晶困难的问题,机械蒸发结晶技术又对设备材料成本要求较高,而膜蒸馏、膜结晶等新技术还需要进一步进行研究和实践,才能最终达到液体的零排放,并使固废(如杂盐)得到综合利用。另外,还有一些新型干燥技术也需要进一步的工业应用研究,如metito公司的低温干燥技术、低温蒸馏、喷雾干燥等,这些技术都可以通过改进并尝试应用到反渗透浓缩液“零排放”系统中。但在实际应用中,还需根据煤化工企业特点,充分发挥企业优势,如在蒸馏过程中利用企业的废热能源和已有的冷却系统等设施。选择合理的技术工艺,在“零排放”和企业投资可承受性之间达到一个平衡,是需要考虑的重点。用寿命。



