2013年开始随着新疆其它新建水泥生产企业投入生产和水泥市场的萎缩,水泥销售日益困难,销价大幅下降,企业运行压力剧增。为了维持企业运营,必须在生产成本控制方面有所突破。为此阿克苏天山多浪水泥有限责任公司于2013年5月成立了课题组,通过对生产过程分析、研究,最终确定以降低熟料综合电耗为目的,进行课题研究。课题组经过近一年的努力,通过运用“以单位能耗最低来调整生料及窑最佳台产,降低电耗”这一思路,对生料制备系统、熟料烧成系统进行技术改造和对这两个系统工艺操作参数优化调整,合理匹配台产、风量、电耗之间的关系,使熟料生产线的熟料的综合电耗逐步降低,达到降低熟料煅烧综合电耗的目的。项目于2014年2月中旬在阿克苏天山多浪水泥有限责任公司结束并通过天山水泥股份南疆事业部的验收。
创新点
①通过实验研究,找出了生料辊压机终粉磨系统对入辊压机物料粒度的适合范围,最大限度提高系统台产,降低生料粉磨电耗。
②对熟料生产系统进行技术升级改造后,确定以合理用风为原则,确保生料制备和熟料烧成系统均在最经济的状态下运行,系统用风、投料、用煤及设备运转平衡稳定,最终实现了熟料烧成综合电耗的大幅下降。
③通过对窑尾预热器下料密封装置和撒料装置的改进和对窑头窑尾密封装置的改造,通过合理控制系统运行参数,使窑尾预热器熟料烧成系统在经济用风情况下正常运行。
推广应用
项目投入前,公司熟料综合电耗平均为63.75kwh/t;项目投入后公司熟料综合电耗为50.23kwh/t。吨熟料综合电耗下降13.52kwh,节能率达到21.2%,自项目投入运行到2015年3月为止,我公司生产熟料91万吨,累计节约电量1230.32万度电,节约电费:565.95万元,达到了预期效果。
该项目成果去年8月已在喀什天山,叶城天山等5家企业初步推广应用,均取得了成功,具有广阔的推广应用前景。
技术详情
目前国内日产4000t及以上新型干法水泥生产线先进企业的可比熟料综合电耗(kwh/t)结果见下表:

国家对新建水泥生产线可比熟料综合电耗设有限额,4000t及以上新型干法水泥生产线可比熟料综合电耗≤60 kwh/t,实际达到此限额的企业所占比例并不高,只有部分先进企业达到了能耗限额。
维持企业运营,阿克苏天山多浪水泥有限责任公司于2013年5月成立了课题组,进行此次技术革新研究,主要要达到以下指标:
综合电耗由实施前的63.75kwh/t(可比熟料综合电耗:59.25 kwh/t)下降到熟料综合电耗≤51 kwh/t(可比熟料综合电耗≤47.4kwh/t),吨熟料综合电耗下降13kwh。
项目组认为,影响新型干法水泥熟料系统电耗的主要原因是粉磨系统和风机耗电过大。经统计,粉磨设备和风机装机功率占系统总装机容量的85%以上。
就电耗而言,产量控制不尽合理,高产不等于低耗,只有最佳产量才能实现最低电耗。根据“以单位能耗最低来调整生料及窑最佳台产,降低电耗”这一思路,我们研究制定了新型干法窑节电技术方案:在满足生产的前提下以辊压机单电耗最低来控制生料系统产量;在确保质量的前提下以熟料烧成系统风量最低来确定烧成系统产量。在不同产量条件下对辊压机单电耗和不同风量条件下窑系统达到最高产量时高温风机单电耗的对比分析,寻找出最低的单电耗值,并将此时的操作参数作为经济参数进行控制。
通过对多浪公司数据统计,我们可以发现高产量不一定低电耗,关键是要找出产量、风量和电耗之间最经济的对应关系。我们通过和国内先进企业对比,并给出了自己的内控指标,要求多浪公司向着内控指标靠近,在此过程中,总结并发现问题,为下一步的系统改造创造良好的条件。
2.1通过技术改造降低生料制备系统电耗
2.1.1入辊物料粒度的控制
在传统立磨生产工艺中,石灰石破碎机出料粒度均按小于70mm来控制,目的是为了维持料层的稳定。本生产线生料粉磨采用了辊压机终粉磨工艺,继续保持传统工艺破碎机粒度控制,生产运行基本稳定,但系统电耗偏高。
我们对辊压机粉磨原理和立磨粉磨原理进行对比研究和分析:辊压机主要由给料装置、料位控制装置、一对辊子(一个为定辊,另一个为动辊)、传动装置(电动机、皮带轮、齿轮轴)、液压系统横向防漏装置等几大部分所组成。通过动辊对物料层施加挤压力,两个辊子以相同的速度相向旋转,辊子两端的密封装置(心形片)防止物料在高压作用下从辊子横向间隙中排出。粉碎作用主要决定于料粒间的压力,而不是决定于间隙。辊压机工作时,当活动辊被电动机带动转动时,松散的物料由上方喂入两辊的间隙中,并向下运动,到下面受到破碎和挤压,形成密实的料床,经50-200Mpa的高压处理后,物料颗粒内部都产生强大的应力,当应力达到颗粒的破碎应力时,这些颗粒就相继被粉碎,或粒径变小,或成粉状,或部分颗粒产生微小裂纹。
立磨是经过搭配的物料从进料口送到磨盘上,磨盘在主电机的驱动下转动,由于离心力的作用,物料被分散在磨盘的四周,在磨辊的重力和施加研磨力的作用下,磨辊对物料的剪切力,转化为物料挤压而粉磨,一部分大颗粒掉入喷嘴环,经刮板刮出磨腔,磨辊同时在物料的摩擦力下产生自转。从以上原理可以看出,辊压机粉磨主要靠仓压形成料床,正常工作时辊缝开度约为40mm;而立磨靠物料颗粒平铺形成料床,正常工作时料层厚度保持在100mm以上,料层过薄会产生振动。
辊压机和立磨两者料层形成方式和对料层厚度要求均有差异,显然不能按照立磨要求来控制辊压机入料粒度。通过操作员长期观察总结,正常工作时辊压机辊缝波动范围在35-50mm之间,据此我们将破碎机入料粒度调整为辊压机正常工作时的辊缝上限,即由小于等于70mm调整为小于等于50mm。调整后,辊压机单辊平均电流由80A下降至70A左右,辊压机单电耗下降1.05 KWh/t,效果比较明显,运行也比较稳定。
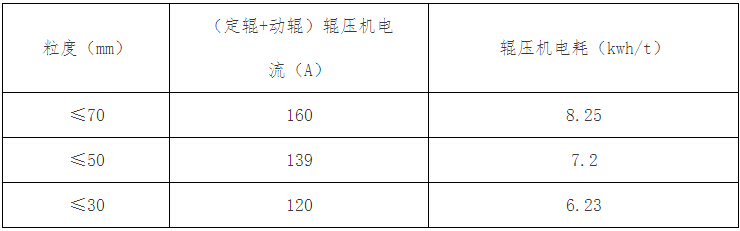
粒度减小,辊压机单电耗降低,石灰石破碎机电耗能增加多少?课题组经过认真分析:认为影响破碎机单电耗的主要因素是采矿时爆破粒度的大小和破碎机工作时倒料车的进料连续性。实际上粒度控制在小于等于70mm时,虽然破碎机产量增加,但由于运距及倒料人员的责任心等原因造成供料的不及时,破碎机空载时间延长,产量的增加对破碎机单电耗的影响并不明显。只要控制好爆破粒度,粒度小于等于30mm工作时,由于产量下降,破碎机空转时间减少,效率的提高基本可以抵消由于粒度减少带来的单电耗上升,可对破碎机单电耗的增加忽略不计;入辊粒度大时辊压机运行电流高、产量下降,入辊粒度小时辊压机运行电流低、产量会增加。为此,我们确定了继续减小入辊压机物料粒度的方案,将破碎机出料粒度调整为辊压机造成运行时辊缝波动的下限,即由小于等于50mm调整为小于等于30mm。调整后,辊压机单耗下降1.0 KWh/t.两次调整破碎机出料粒度,辊压机单耗下降2.05KWh/t。在台产为每小时300吨时不同粒度对辊压机单电耗的影响见下表:
2.1.2 辊压机粉磨系统工艺完善
辊压机终粉磨系统是一种全新的生料粉磨工艺,该工艺由成都利君于2007年开发成功。主要由辊压机——V型选粉机——XR选粉机——循环风机——提升机等设备组成。经过辊压机挤压的物料由提升机送入V型选粉机进行分选和烘干,细粉随风进入XR选粉机进行下一步分选,粗粉由提升机送至辊压机继续粉磨;细粉经过XR选粉机进一步分选,成品随风进入收尘设备,粗粉回到中间仓同V型选粉机送来的物料混合后进辊压机粉磨。
刚投产时,控制思路基本按照厂家调试时的控制思路,即通过大量用风来提高V型选粉机和XR选粉机的选粉效率,保持生产稳定,也确实达到了稳定运行的目的。
但是经过长时间运行后,也暴露出这种运行方式的缺点:循环风机单电耗偏高,物料循环量大,循环提升机负荷大等问题。为此,我们对辊压机终粉磨这一工艺进行认真分析和梳理:认为除了发挥辊压机自身效率外,V型选粉机的选粉效率也非常关键。从V型选粉机工作原理来看,提高选粉效率的途径有两个:其中之一是大量用风(该方法耗电高),另一个途径是均匀布料。经分析,影响V型选粉机均匀布料程度的主要因素是入V型选粉机溜子的形式。一般设计院在进行溜子设计时,只把它作为联通设备的通道来考虑,只考虑来料的通畅性。但是由于V型选粉机对布料有严格的要求,溜子按常规设计无法达到布料要求,造成V型选粉机断面无法形成均匀料幕,影响选粉效率。
我们对下料溜子做了多次改造,从宽度800mm加宽到宽度1500mm,又从单通道改为双通道,从双通道改为三通道,最终定型为三通道强制布料,解决了料幕不均匀的问题。同时,通过多次摸索,对内部各级阶梯式倾斜折流板分别找出了合理的倾斜角度。料幕的形成,再加上V型选粉机物料在两侧折流板端部来回碰撞更加合理,延长了料幕在选粉区停留的时间,达到打散料块,使细粉充分暴露的效果,提高了V型选粉机的选粉效率,为下一步的降低循环风机转速打下基础。
经过XR选粉机精选的成品物料,经由旋风分离器收集。由于旋风分离器卸料装置为双翻板阀,锁风效果不好,影响成品的收集,同时增加系统漏风,无形中增加了工序电耗。为避免双翻板阀漏风,可以采用回转卸料器。而回转卸料器的增加无疑要增加动力,我们经过分析认为,由于漏风所引起的循环风机的功耗增加远大于回转卸料器动力所增加的功耗。因此,我们决定将双翻板阀更换为回转卸料器。同时我们对旋风分离器内筒做了适当的改造,使其阻力下降,为系统风量的降低创造条件。
2.1.3生料系统风量的调整控制
通过对项目实施前生料工序电耗统计(见下表),平均工序电耗14.75 kwh/t。

生产实践证明,生料系统运行时,对窑的煅烧有好处。因为当生料系统运行时窑尾回灰对入窑生料成份的影响可以降低,入窑生料成份就比较稳定,对窑的稳定煅烧有利。生料台产在每小时280-320吨范围可满足窑的生产需要,
因此我们在生料系统产量满足窑喂料量的需求下,在此范围进行电耗与风机速、产量的最佳匹配试验,见下表。
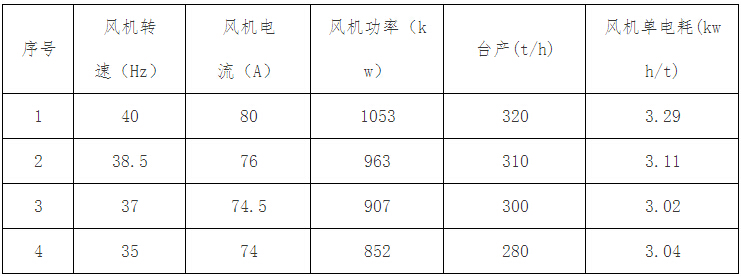
从表中数据看出,产量控制在280-300t/h范围,风机单耗3.04-3.11kwh/t,而最经济的运行参数应选择循环风机在37Hz,台产300t/h。课题组决定暂按此参数运行,在运行过程中,再通过操作员的摸索,探索出更优化的参数。我们认为,只要操作员逐步适应后,单耗还有降低的空间。
2.2对熟料烧成系统关键部位进行技术升级改造后,研究探索出能确保熟料烧成系统在最佳经济状态下运行时的系统用风、投料、燃煤及设备运转率之间的相互关系和参数范围
2.2.1对窑尾预热器下料密封装置和撒料装置进行研究加以改进
系统总用风量取决于用煤量的大小和系统生产能力,风量控制的依据是既要保证煤粉的完全燃烧,又要满足物料在预热器内悬浮的需要,不能塌料,同时还不能有太多的过剩空气量。通过控制过剩空气量,就可以满足煤粉燃烧的需要。但是,过小的空气量易造成系统塌料。传统意义上的塌料是预分解窑生产中经常遇到的一种不正常现象,其表现特征是在极短时间内有一股料失控下落,经窑尾烟室进入窑内,使窑内生料量骤增,以致形成生烧。塌料严重时,这股料可直接冲窑头,形成窑头返火,甚至从窑头罩或冷却机冲出高温红料,危及设备及人身安全,并对环境造成污染。如果想降低系统用风,就必须对系统塌料或漏料做彻底根除。
我们对形成塌料的原因逐条分析:
(1)管道风速低不足以吹散并托起物料,造成物料直接进入下一级。
(2)物料下料不均匀,忽大忽小,料量大时会冲入下一级,形成塌料。
(3)物料分散不好,成团进入风管,难以分散,进入下一级形成塌料。
因风速低形成的塌料,为常态化塌料,通过相关温度和分解率检测就可以发现,且易处理,通过风量调节就可以解决;物料忽大忽小造成的塌料主要是由旋风筒内漏风造成的。但内漏风一般不被人们所重视,也不易被发现,需要重点关注;物料分散的问题,是悬浮预热器的核心技术问题,分散效果是衡量悬浮预热器性能的主要指标,也是需要重点关注的关键问题。
通过分析,我们将解决漏风和物料分散列为研究对象进行攻关。
旋风筒作为水泥悬浮预热分解工艺过程的重要设备,其漏风,无论是内漏风还是外漏风,都是有害无益的。预热系统的外漏风直接影响其热效率,并增大排风机功率消耗,外漏风对旋风预热器的影响表现为:
a 漏风越多,旋风预热器热效率越低
b 旋风预热器上部漏风,离高温风机越近,漏风带来的电耗损失越大。
c 旋风预热器下部漏风,离窑尾越近,漏风带来的热量损失越大。
外漏风主要存在于捅灰孔,检修门,以及仪表安装孔等地方。在实际生产过程中,预热器系统的外漏风很容易被发现,但并没有引起现场人员和管理人员的重视。课题组组织人员,从上到下,对外漏风点采取有效措施,分别予以处理,并要求车间加强管理,提高操作人员的责任心,外漏风问题得到有效控制。
为解决内漏风问题,我们安排专人对预热器进行巡检,严格检查锁风阀锁风效果,发现问题及时调整,并安装摄像头,将锁风阀画面引入中控室,由操作员随时观察锁风阀动作情况,对异常问题及时通知现场巡检人员予以处理有效控制了系统漏风。
物料分散问题,我们对各大设计院撒料器的结构进行对比分析,结合现场使用效果,对原有撒料器结构形式进行了改进,经实践检验,相同投料量情况下,有效降低了系统对风量的要求,撒料分散效果非常好:高温风机可由原来的44Hz,167A以上降至现在的39Hz,119A;由于窑系统高温风机转速降低后,相应的头排、尾排风机的转速,以及篦冷机系统风机的风量都会相应下降,为熟料工序电耗的降低奠定基础。
2.2.2对篦冷机篦下灰斗卸料进行改造
篦冷机弧形阀控制有两种:一是料位控制,始终保持灰斗内的料不能完全放空,以料来密封。实际使用中射频导纳料位计受灰斗内料的温度,粒度等影响,时常会出现动作失灵的现象,造成灰斗内积灰过多,托住活动梁而导致篦冷机故障,因此操作人员一般不喜欢采用。二是时间控制,由于灰斗内料的多少受煅烧情况影响不是固定的,放料时间很难调整合适,致使放料过程出现冷却风短路喷出,造成拉链机内熟料灰尘的飞扬,严重污染环境,同时造成冷却风的浪费。
我们经过仔细分析研究,决定拆除弧形阀,改由双气动闸板控制卸料:当上端气动闸板打开时,下端气动闸板关闭,灰斗内的料储存在两个气动闸板之间,确保密封;当下气动闸板打开卸料时,上气动闸板关闭,杜绝了灰斗内没料时冷却风的短路。由程序控制,如此往复循环。彻底杜绝了冷却风的短路和灰尘对环境的污染,同时对降低综合电耗有直接的关系。
2.2.3对窑头窑尾密封装置的改造
回转窑是在负压下运行的。一般而言,热端负压约为20Pa~30Pa,冷端负压约为250Pa~300Pa。其运行过程中,若热端(窑头)漏风,就会降低窑二次风温,造成热损失;若冷端(窑尾)漏风,不仅燃料不能充分燃烧,且会影响窑内通风,使热耗增加,影响熟料的产、质量,同时冷端废气中含有大量粉尘状物料,由 于 倒 风 而外溢,既污染了环境,又对岗位工人的健康造成伤害。我们对其进行了改造,效果明显。
2.2.4调整预热器一级旋风筒内筒的结构尺寸
通过对一级预热器内筒尺寸进行调整,既降低了系统阻力,又提高分离效率,减小回灰量,降低能耗。
2.2.5窑头和窑尾大布袋收尘器除了加强灰斗锁风效果外,对清灰压缩空气的喷吹时间和次序进行优化、调整,减小收尘系统漏风和通风阻力。
大布袋收尘器的阻力分为两部分:一部分是设备的固有阻力(即原始阻力),这是由设备的各个烟气流通途径造成的,作为使用者基本无法改变。第二部分是设备的运行阻力。设备的运行阻力是由收尘器在运行过程中滤袋表面形成的挂灰层的厚度导致的一个循环值。运行阻力可以通过对脉冲次序及脉冲时间、脉冲间隔等参数优化获得一个较低的循环值。课题组经过认真分析,对脉冲时间长短,脉冲间隔长短做了对比研究,获得了理想的控制参数。但是经过我们分析研究,原设计的脉冲次序,存在循环过程不合理,滤袋挂灰不均匀的缺陷。循环次序不能通过修改参数来完成,为此我们调取了其控制程序,对脉冲循环次序的控制部分做了修改。经过以上措施的实施,大布袋收尘器运行阻力分别有所下降:窑尾大布袋进出口压差下降800-1000Pa;窑头大布袋收尘器进出口压差下降400-600Pa。运行阻力的降低,对风机功耗的降低提供了条件。
大布袋收尘器回转卸料器虽然功率不大,但数量较多,如果能减少其空转的时间,对节约电耗还是有帮助的。为此,我们调取了其控制程序,对回转卸料器控制程序作了修改:由原来的开机就运行,改变为哪一室开始清灰,哪一室的回转卸料器就开始运转,并设定足够的运转时间,确保灰斗内无积灰,到了设定时间停止运转。大大减少了回转卸料器因为空转造成的电力损耗,同时也延长了设备的使用寿命。
2.2.6确保系统的稳定运行,对降低电耗具有重要的作用
2.2.6.1入窑生料喂料系统原设计为冲板流量计,喂料量设定在300t/h时,反馈量在280-320t/h之间波动,入窑提升机电流在165-185A之间波动,入窑生料极为不稳定,对稳定热工制度不利。由于冲板流量计控制精度设计为5%,基本满足喂料需要,但是其控制过程受上游流量阀调节回路滞后的限制,实际控制精度大于10%。为了减小入窑生料量的波动范围,我们决定采用转子秤代替冲板流量计,将冲板流量计作为当转子秤故障时的备用喂料设备,确保窑系统的稳定运行。
安装转子秤后,同样喂料量为300t/h时,反馈量295-305之间波动,提升机电流在170-180A之间波动,实际喂料精度小于5%,有效地解决了入窑生料量的稳定。
同时,经过观察,出转子秤至入窑提升机间的空气斜槽收尘器卸料由于采用双翻板卸料,当收尘器工作时卸料的,不连续、不均匀也会造成入窑提升机电流的波动,为此我们采用回转卸料器代替双翻板阀。由于空气斜槽收尘器回灰量不是很大,为了均匀卸料,我们选择速比比较大的减速机与回转卸料器配套,基本解决了收尘器卸料不均造成的提升机电流波动,基本保持在172-178A之间波动,而且波动频次降低了很多。
2.2.6.2 该系统原设计预热器一级出口和窑尾烟室由烟气分析仪,分解炉的燃烧情况不能有效监测,如果按照一级出口气体分析仪作为判断,显得滞后,不利于及时掌握分解炉内的燃烧情况。为了使风、煤、料的配合更加合理,我们决定在分解炉出口安装气体分析仪,使操作员能够及时掌握炉内燃烧情况,同时通过和窑尾烟室气体分析仪对照,可以合理调整三次风的用量,对稳定窑的热工制度有帮助。
2.2.6.3 该系统原有喷煤管为天津博纳产品,使用效果不错。经过几年的使用,喷煤管磨损比较严重,需要更换或是返厂维修。借此机会,为了使入窑煤粉与空气混合更好,燃烧更完全,保证降低过剩空气系数后煤粉能完全燃烧,我们更换了大推力的皮纳德喷煤管。
2.2.7研究探索熟料烧成系统用风、投料和燃煤的最佳参数范围。
预分解窑生产过程控制的关键是均衡稳定运转,它是生产状态良好的重要标志。运转不能均衡稳定、调节控制频繁、甚至出现恶性的“周期循环”,是窑系统生产效率低,工艺和操作混乱的明显迹象。因此调节控制的目的就是要使窑系统经常保持最佳的热工制度,实现持续地均衡运转。
新型干法窑系统操作的一般原则就是根据外部条件变化,适时调整工艺参数,最大限度的保持系统“均衡稳定”的运转。“均衡稳定”是事物发展过程中的一个相对静止状态,它是有条件的,暂时的。在实际生产过程中,由于各种主、客观因素的变化干扰,难免打破原有的平衡稳定状态,这都需要操作人员予以适当调整,恢复或达到新的平衡条件下的均衡稳定,因此运用各种调节手段来保持或恢复生产的均衡稳定,是控制室操作员的主要任务。在产量稳定的前提下,合理用风就显得尤为重要。
通过不断对台产、风量之间匹配关系的实验和数据分析,发现当熟料产量在185吨,高温风机转速为39Hz时,风机单电耗最低,熟料工序电耗最低。
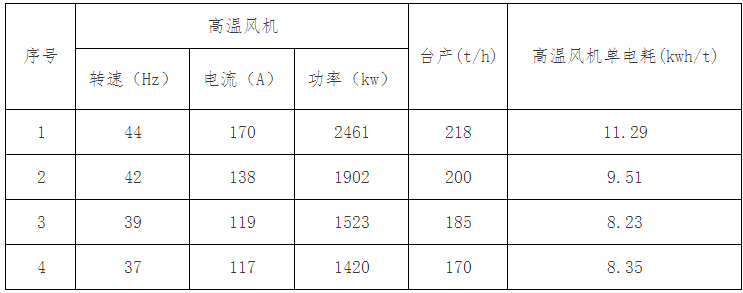
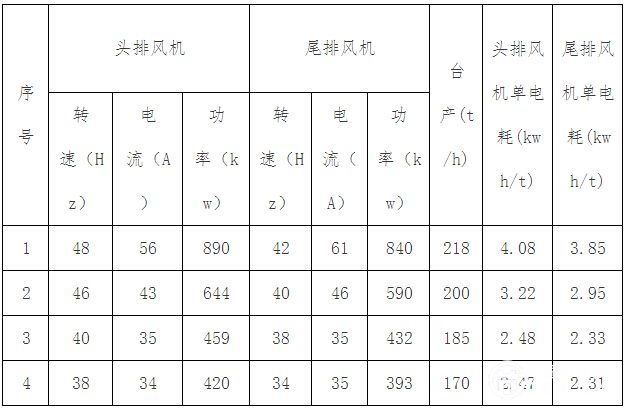
同时,由于高温风机转速的降低,对应的头排风机、尾排风机转速也有适当的降低,对应的单电耗也跟着降低,见下表;篦冷机冷却风机的风量也随之降低。由此我们认为,窑台产控制在170-185t/h,高温风机转速控制在37-39Hz操作,是比较经济的控制范围。通过操作员一段时间的适应,熟料工序电耗逐步下降,在实施改造前,吨熟料工序电耗平均在38.5kwh/t左右,实施改造后最低时可达30.02kwh/t。