

本文简要阐述了富氧燃烧技术原理,参考早期理论研究,以及现有各行业执行经验表明,富氧条件下氧气浓度在30%左右有比较好的节能效果和经济效益。在纯氧条件下,节能效果更佳,能达到40%~60%。同时,还能大量减少尾气和有害气体排放,这在一些没有还原气氛要求的梭式窑或小型隧道窑上,具有很大的可行性。由于其需要加入大量的氧气,在某些类型窑炉上经济效益不够明显。当前由于陶瓷行业的产业竞争加大,以及环保要求日益增强,富氧燃烧可以在一定程度上解决大部分窑炉的节能减排要求。
关键词:富氧燃烧;纯氧燃烧;窑炉;节能减排;经济效益
1背景
广东陶瓷作为我国乃至世界建筑卫生陶瓷重地,是建筑卫生陶瓷生产、技术装备及新产品研发的重要基地,也是我国陶瓷行业质量整体水平最高,产业链最完善的地区。但是,陶瓷生产企业的高污染、高能耗、高排放的三高特征,也在随着我国日益强化环境保护的意识而逐渐受到限制。例如,在佛山的地区的很多陶瓷生产企业陆续迁移到了清远、肇庆等地。
目前,广东陶瓷生产企业绝大部分窑炉都采用煤气发生炉制水煤气作为燃料,随着环保压力不断增加,逐渐有部分厂家开始改用天然气这种更为清洁的燃料代替,并且这也是今后陶瓷行业的发展趋势。但是,从经济效益上看,省内天然气价格高企,致使天然气的使用成本约为水煤气的2~3倍,这无疑使得陶瓷生产企业生产成本剧增,一定程度上削弱了企业的发展优势。所以就燃料成本与环境保护问题,整个行业一直都在探索一个具有双赢价值的道路。例如在窑炉的设计过程中,宽体窑设计、余热回收等概念已经逐步推广开来;在燃烧系统控制、节能喷枪技术也能达到一定节能效果;与此同时,富氧燃烧在陶瓷行业的技术应用也一直在探索当中。
2富氧燃烧技术在国内外各行业中的应用和研究
2.1富氧燃烧技术概念
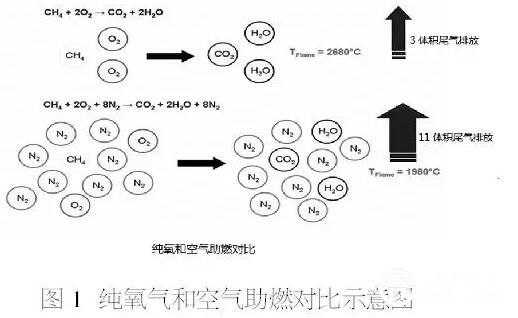
顾名思义,富氧燃烧即是指在燃烧过程中,把氧气的体积分数大于空气中的21%氧气含量的气体作为助燃气体的一种高效燃烧技术,当助燃气体直接采用99%以上的工业纯氧时,又叫做纯氧燃烧。富氧燃烧技术可以增加燃烧火焰温度、减少一次风抽送量,同时节约了燃料消耗、减少了尾气排放。纯氧气和空气助燃对比示意图如图1所示。
2.2纯氧燃烧
本文以天然气燃料为例:
(1)空气助燃:CH4+2O2+8N2→CO2+2H2O+8N2;
(2)纯氧助燃:CH4+2O2→CO2+2H2O。
以1体积天然气做燃料燃烧,理论上需要10体积的空气或者2体积的氧气。同时,烟道排放尾气分别为11体积和3体积。在这个过程中,若采用普通空气助燃,8体积的氮气进入窑炉并被加热至炉温,然后这些高温氮气又通过烟道排出,导致了大量的热量浪费,同时若炉温超过800℃,燃烧产生的NOX也大幅增加。
目前,林德的富氧燃烧技术在钢铁和有色金属冶炼、热处理、玻璃熔化、垃圾发电等工业领域应用十分广泛。尤其在有色金属冶炼、钢铁热处理及玻璃窑炉中,已经逐步开始使用纯氧代替富氧或空气,使得窑炉节能效果能达到40-60%,尾气排放减少70%,并大量减少NOX等有害气体排放。部分金属冶炼窑炉纯氧燃烧节能情况如表1所示。

2.3富氧燃烧研究
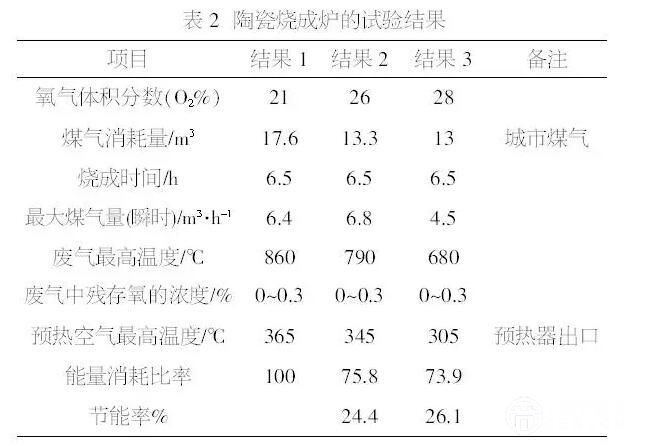
日本较早地采用膜法富氧助燃技术应用于陶瓷烧成炉(炉温1600℃)。所采用富氧燃烧系统包括空气过滤净化,然后由引风机将空气抽入富氧膜装置,经富氧的空气由鼓风机随同城市煤气吹入加热炉中。表2为陶瓷烧成炉的试验结果,从结果可以看出当氧气体积分数为26%与28%时节能率达25%左右。
景德镇陶瓷学院国家日用建筑陶瓷工程技术研究中心热工研究室通过技术分析及课题组成员对该技术的经验积累,制氧设备采用国内某重点大学的最新开发的变压吸附制氧设备,把富氧助燃技术初试应用到小型试验梭式窑上;把富氧助燃烧成实验与普通烧成实验做了对比,窑炉均烧制100件相同的陶瓷制品,最高烧成温度1350℃,应用变压吸附富氧助燃技术后,窑炉节能率与理论研究非常吻合,尤其是富氧含量在某一最佳范围值时,节能效果非常显著,当富氧量为23%时,节能率为21.7%;当富氧量为27%时,节能率为26.6%,环保效应也是与之相辅相成的。应用该富氧助燃技术后,产品的质量有效的得到了提高。
另外,一些专家学者近些年来也对陶瓷行业富氧助燃技术进行了基础的理论与数值模拟研究,例如:华南理工大学曾令可教授等对富氧燃烧技术在陶瓷窑炉中的应用分析进行了论述,指导学生对梭式窑富氧燃烧进行了基础的数值模拟研究。论证了,随着氧气浓度增加,烟气总量大幅下降,提高了热效率;火焰温度随着上升,热辐射强度大幅提高。即提高了生产率,降低燃料成本。
2.4陶瓷富氧燃烧窑炉氛围及NOX控制
陶瓷由于其特殊的生产工艺,材料在窑炉中烧结会伴随着一个气氛的控制,如:氧化气氛,或还原气氛,或是中性气氛,以此来控制油料生产颜色等。而富氧燃烧过程中,往往会加入富余的氧气给窑炉带来一个氧化性的气体环境,这对需要还原气氛的产品或是氧化性的氛围强度控制提出了疑问。目前,笔者公司也开始在这些方面做一些模拟试验,尝试以通过燃料和氧气的富余比例来调节窑炉中的气氛性质。
根据相关文献,天然气在富氧和普通空气中燃烧,生成的NOX也各不相同,比如:在30%富氧条件下,燃烧产生的NOX是普通空气的3倍左右。其中,窑内气体流动不畅和局部高温是大量NOX生成的主要原因。对此,最新的富氧烧嘴在这上面也做了相关改进,能够更好地平衡窑炉内的温度和气流,同时也逐渐开发出了部分无焰烧嘴和低温烧嘴。
3陶瓷行业富氧燃烧经济效益分析
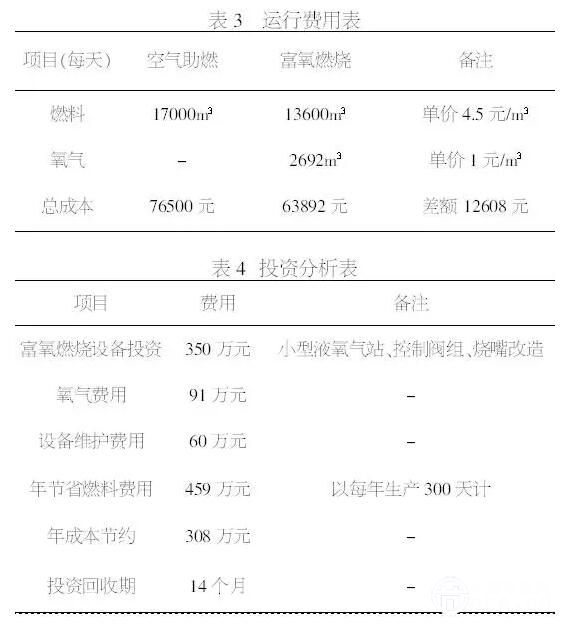
本文以一条日产10000㎡抛光砖辊道窑为例,其耗天然气平均量约为17000m3/天,若助燃空气改为30%的富氧空气,取过剩空气系数为1.1。根据笔者公司以往富氧案例及富氧应用试验,节能率在10%~30%范围,对此以20%节能率来计算。
富氧后天然气消耗为13600m3/天;每立方天然气燃烧需增加氧气0.198m3。每天所需添加氧气为:13600×0.198=2692m3。
随着工业气体行业的发展,氧气的制作成本也在逐步降低,以广东省内工业用液氧(纯度99.5%)为例,价格约为1元/m3。天然气单价约为4.5元/m3。根据以上数据,得出表3和表4分析数据。
另外,如果考虑产品质量更好、生产周期缩短、风机节电、烟尘排放减少、窑炉寿命烟尘等因素,实际回收期会更短。
4陶瓷行业富氧燃烧技术展望
目前,富氧燃烧技术较为成熟,液氧获取成本较低,若考虑大规模消耗大量氧气,还可以考虑成本更为低廉的现场制氧方式;氧气及燃气控制较为完善,结合窑炉控制系统,能够很好的控制窑炉内气体比例、温度曲线;富氧烧嘴设计以增加窑炉内气体流动、避免形成局部高温、减少NOX生成。在当前市场竞争激烈及节能环保呼声的日渐高涨的广东地区,具有较大的产业市场前景。
但是,整个行业目前也缺乏富氧燃烧窑炉样板。对此,我们也开始注重理论结合实践,分别针对不同类型窑炉做不同的研究实验:
(1)一些梭式窑、小型隧道窑,在没有气氛要求的情况下,富氧燃烧原理基本与玻璃熔炉和金属冶炼炉一致,从目前的理论与实践经验上看,富氧甚至纯氧燃烧的可行性都是非常大的,
(2)在一些还原气氛要求的窑炉中,还需要进一步试验测试通过燃料和氧气的富余比例来调节控制。
(3)在NOX的控制上,纯氧燃烧已经解决了这个问题,但是从经济性来考虑,特别是一些大型辊道窑,普遍采用煤气为燃料,纯氧燃烧成本也比较高,所以在此情况下富氧燃烧比较适用,在富氧燃烧过程中,燃料的节省会产生一定经济效益,但需考虑气氛变化对产品质量的影响以及NOX的排放问题。




